
Table of Contents
- What are composite materials?
- Types of composite materials
- Difference between composite and coated materials
- Applications in industrial assets
- Pre repair evaluation and repair design
- How to repair with composite material?
- Quality control and inspection of new systems
- How are repairs inspected in service?
- Risks and limitations of the technology
- Conclusion
- References
Asset integrity management demands solutions capable of restoring the structural capacity of equipment affected by corrosion, erosion, or mechanical damage without always resorting to costly replacements. In this context, Composite materials for the repair industry have become a widely used technology in sectors such as oil and gas, petrochemicals, power generation, and mining. Their success depends not only on design and installation but also on proper evaluation, quality control, and inspection throughout the entire lifecycle of the repair.
What are composite materials?
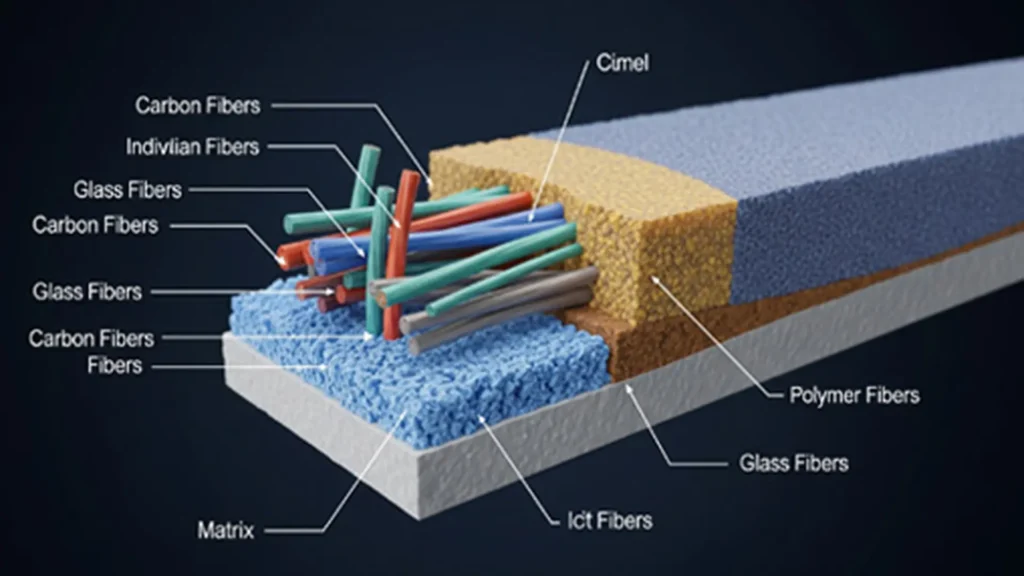
Composite materials are engineering materials formed by two or more different components that, when combined, generate properties superior to those obtained individually. Every composite system is integrated by a matrix (responsible for transferring loads and protecting the reinforcement) and a reinforcement (tasked with providing mechanical strength and stiffness).
While the matrix can be polymeric, metallic, or ceramic, the reinforcement is usually composed of fibers, particles, or laminates. Currently, these systems are strategically used to restore degraded assets, extend equipment service life, and reduce costs associated with replacements and plant shutdowns. The following image shows the polymer structure.
Types of composite materials
Composite materials are technically classified under two fundamental criteria:
1. According to the matrix
- GFRP (Glass Fiber Reinforced Polymer): Glass fiber reinforced polymer. They are the most widely used in industrial repair due to their excellent chemical resistance, ease of application, and low cost.
- CFRP (Carbon Fiber Reinforced Polymer): Carbon fiber reinforced polymer. They offer high mechanical strength and an optimal strength-to-weight ratio, making them the preferred choice for critical structural repairs.
- MMC (Metal Matrix Composite): Metal matrix composite reinforced with particles or fibers. They are used to improve wear resistance, stiffness, and behavior at high temperatures.
- CMC (Ceramic Matrix Composite): Ceramic matrix composite. They are designed specifically for high-temperature environments and severe operating conditions.
Note: Although GFRP and CFRP are the predominant materials in composite repair systems used for pipelines and industrial equipment, MMCs and CMCs find specialized applications where extreme conditions of temperature or mechanical wear exist.
2. According to the reinforcement
- Fiber-reinforced: They constitute the standard in composite repair systems through the use of glass, carbon, aramid, or basalt fibers.
- Particle-reinforced: They are employed when increased hardness, wear resistance, or thermal stability is required.
- Flake-reinforced: Designed to improve chemical resistance and drastically reduce the permeability of the material.
- Hybrid composites: They combine different types of fibers to simultaneously optimize strength, toughness, and the cost of the system.
Difference between composite and coated materials
Although both approaches combine different materials, their engineering functions are completely different:
- A composite material is designed so that the matrix and the reinforcement work together as an integrated structural system. For example, a repair using carbon fiber and epoxy resin.
- A clad material (cladding) incorporates a surface layer whose exclusive function is to protect the base material against corrosion or chemical attack, without contributing structural-type strength. For example, a stainless steel plate welded over carbon steel.
Applications in industrial assets
The oil and gas industry represents one of the largest fields of utilization for composite repairs (internationally known as composite repair). They are successfully applied to gas pipelines, oil pipelines, process piping, pressure vessels, storage tanks, offshore systems, and produced water lines.
This technology allows for the safe correction of defects derived from corrosion (general or localized), erosion, mechanical damage, manufacturing defects, and wall thickness loss. Their industrial application is strictly backed by methodologies recognized in international standards such as ASME PCC-2 and ISO 24817.
Pre repair evaluation and repair design
Before executing any intervention, a technical and dimensional evaluation of the asset is indispensable. This preliminary stage must accurately characterize the degradation mechanism, its extent, the deterioration rate, and the associated risk. Likewise, critical operating conditions such as pressure, temperature, load cycles, and chemical compatibility must be surveyed.
Based on these data, the design engineering is generated, which determines crucial factors for the project’s success: the geometry of the defect, the design pressure, the mechanical properties of the composite, fiber orientation, the number of layers required, and the expected service life.
How to repair with composite material?
The general procedure in the field is executed through the following consecutive steps:
- Surface preparation: The substrate is cleaned using abrasive blasting, mechanical sanding, or chemical cleaning to leave it free of contaminants, corrosion, and moisture.
- Resin application: The polymeric matrix is spread out, strictly following the proportions and times indicated by the manufacturer.
- Reinforcement installation: The textile fibers are placed while rigorously respecting the orientation and number of layers specified in the design engineering.
- Curing: A controlled period in which the system polymerizes and develops its final mechanical and structural properties.
- Final verification: Quality control inspection prior to restoring the asset to service.
The following image shows the repair of a pipe using composite materials.

Quality control and inspection of new systems
The reliability of composite materials depends directly on the quality of their installation. During application, it is mandatory to monitor environmental conditions (temperature and humidity for optimal curing), surface preparation (anchor profile and absence of contaminants), resin mixing (to minimize the presence of voids), and the final thickness of the laminate according to the design.
Acceptance inspection
Once the installation is complete, three levels of verification are performed:
- Visual inspection: Aimed at identifying anomalies such as wrinkles, inclusions, surface cracks, delaminations, or impregnation defects.
- Dimensional verification: Strict control of the final length, width, and thickness of the patch or wrap.
- Adhesion testing: Specific tests to evaluate the quality of the bond between the composite and the metallic base material.
How are repairs inspected in service?
Periodic inspection of composite repairs is mandatory to ensure that the installed system maintains its structural capacity and fitness for service. This evaluation combines the following methods:
- Visual inspection: Allows for the preliminary detection of cracks, surface delaminations, debonding, impact damage, or environmental deterioration.
- Dimensional measurement: Verifies that the repair retains its geometric stability and original design thicknesses.
- Non Destructive Testing (NDT):
- Ultrasonic Testing: Ideal for mapping internal discontinuities, voids, and lack of adhesion.
- Infrared Thermography: Detects thermal anomalies linked to debonding or areas with hidden adhesion flaws.
- Shearography: An advanced optical technique using laser light that inspects large surfaces with high sensitivity, detecting micro-cracks and internal impact damage.
Structural health monitoring and In service integrity
In high-criticality assets subjected to extreme pressures, vibrations, or severe thermal cycles, it is recommended to implement structural health monitoring programs. Continuous structural health monitoring adds a layer of proactive safety, allowing for the evaluation of the actual performance of the composite over time, reducing operational risks, and validating the life extension of pipelines and equipment in a remote and predictive manner.
Risks and limitations of the technology
Despite their remarkable benefits, the use of composite materials involves certain operational risks if not properly controlled: deficient surface preparation compromises adhesion; inadequate curing reduces mechanical properties; and incorrect design or insufficient inspection can hide the evolution of subsurface flaws.
Likewise, the technology presents intrinsic limitations: restrictions under highly elevated temperatures, high sensitivity to field installation conditions, absolute dependence on tightly controlled procedures, and the mandatory need for qualified technical personnel for both application and periodic inspections. Therefore, each asset must be rigorously evaluated through engineering before opting for this solution.
Conclusion
Composite materials for industrial repair represent a mature and effective alternative for restoring assets affected by corrosion, erosion, and mechanical damage. Their technical and commercial success is not accidental: it depends on a rigorous chain that integrates precise damage evaluation, engineering design, quality control during installation, and formal programs for in-service inspection and monitoring. When properly applied, these technologies significantly contribute to operational reliability, cost reduction, and the preservation of the mechanical integrity of critical industrial infrastructure.
References
- American Society of Mechanical Engineers. (2022). ASME PCC-2: Repair of pressure equipment and piping. ASME.
- International Organization for Standardization. (2017). ISO 24817: Petroleum, petrochemical and natural gas industries, Composite repairs for pipework, Qualification and design, installation, testing and inspection (2nd ed.). ISO.
- American Petroleum Institute, & American Society of Mechanical Engineers. (2021). API 579-1/ASME FFS-1: Fitness-for-service (3rd ed.). API Publishing Services.
- American Society of Mechanical Engineers. (2024). ASME B31.3: Process piping. ASME.
- American Petroleum Institute. (2024). API 570: Piping inspection code, In-service inspection, rating, repair, and alteration of piping systems. API Publishing Services.
- American Petroleum Institute. (2022). API 510: Pressure vessel inspection code, Maintenance inspection, rating, repair, and alteration. API Publishing Services.
