
Introduction
Objectives of the Study
The objective of this research was to compare the performance of four ultrasonic inspection methods: S-scan phased array, TFM, TFMiTM, and TOFD. The study evaluated their ability to detect flaws, measure defect height accurately, and correctly characterize weld discontinuities.
The researchers focused on post-analysis performance rather than data acquisition. Inspectors reviewed recorded datasets independently and applied identical rejection criteria to minimize variations in evaluation methods. Human factors remained an important consideration because most inspectors had greater experience with traditional PAUT and TOFD than with TFM or TFMiTM technologies.
Methodology
Sample Selection
The weld samples were designed to represent common industrial inspection scenarios. Each weld contained intentionally introduced flaws, including porosity, lack of sidewall fusion, root cracks, sidewall cracks, incomplete root penetration, slag inclusions, centerline cracks, and toe cracks. Defects measured at least 10 mm in length to ensure a realistic probability of detection (POD).
Participants received blank evaluation sheets for each sample and were required to report flaw type, dimensions, and acceptance status. Statistical comparisons were based on ASTM good practices and POD principles. The results showed that TFM and TFMiTM achieved fewer missed indications than
conventional phased array and TOFD inspections.
Vee and Double Vee Coupons
The study used Vee and Double Vee weld coupons containing certified flaws placed at realistic locations and orientations. These samples reproduced conditions commonly encountered in field inspections. The flaw distribution ensured that inspectors could not predict the number or position of discontinuities within the welds.
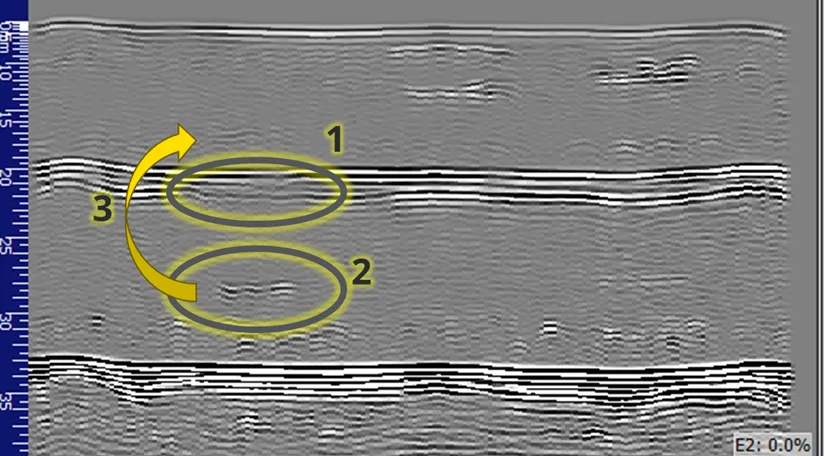
Discontinuities Awareness
Inspectors followed a structured evaluation process to identify and classify indications. Defect interpretation depended on amplitude, signal shape, geometric behavior, and sizing information. Once a suspicious indication was detected, inspectors determined whether the flaw was acceptable or rejectable according to standard criteria.
The study emphasized that repetitive analysis and extended inspection periods can reduce operator awareness. Human interpretation therefore remained a significant factor influencing inspection performance. The research referenced ASTM E1316 terminology standards and highlighted the importance of proper flaw characterization procedures.
The Experiment and Survey
Thirteen inspectors participated in the survey over a four-week period. Data from each ultrasonic method were analysed independently, and teamwork was not permitted. Height sizing was the primary measurement parameter. Diffracted signals were preferred for sizing when available, while the 6 dB drop technique was used when diffraction signals could not be identified.
The study did not aim to establish a formal POD qualification, but it followed recognized statistical analysis practices. This ensured consistency and reduced sampling bias in the evaluation process.
Results
Height Precision Analysis
The results showed that no single technique consistently achieved the best sizing precision. Although TOFD is widely recognized for accurate flaw height measurements, several inspectors misinterpreted wave phases, leading to incorrect sizing results. In some cases, a single wavelength selection error produced a 0.6 mm measurement deviation.
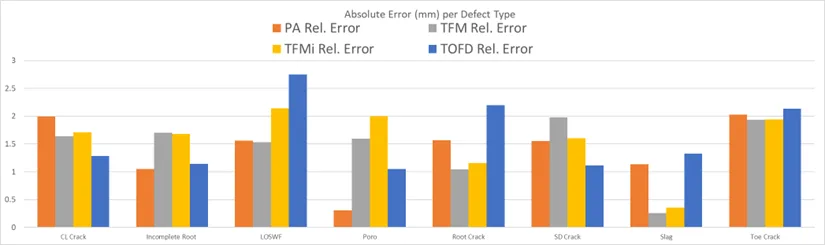
TFM and TFMiTM demonstrated improved geometric imaging fidelity, helping inspectors better visualize flaws. However, manual cursor placement and incorrect interpretation of A-scan peaks still affected measurement accuracy.
Hit and Miss Rate
TFM and TFMiTM produced the highest overall detection rates among all techniques. Conventional phased array also achieved acceptable performance, although porosity, slag inclusions, and root cracks were more frequently missed.
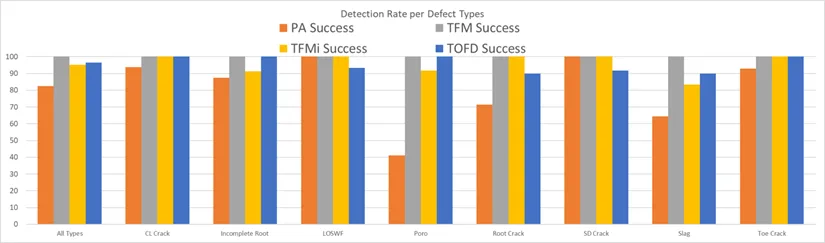
The study also showed that increasing gain levels and adjusting color palettes could improve the visibility of low- amplitude flaws such as porosity clusters.
TOFD performance was affected when flaws were located near the longitudinal-wave backwall echo. Root cracks proved especially difficult to identify because inspectors sometimes interpreted weak diffraction responses as noise or coupling artifacts.
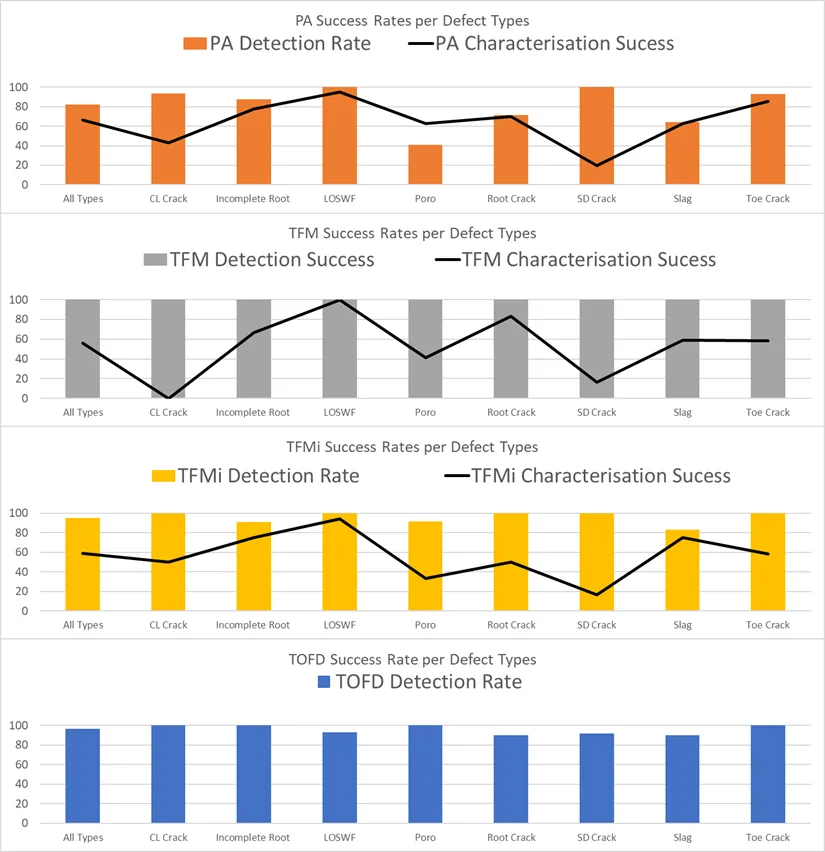
Weld Defect Characterization Results
Conventional phased-array S-scan inspections achieved slightly better overall flaw characterization results than the other techniques. Toe cracks were particularly well identified because their geometry responded favorably to sectorial scan imaging.
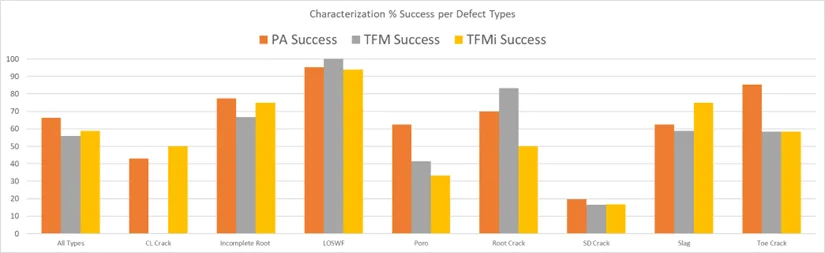
Crack characterization remained the most difficult task across all methods. Sidewall cracks were frequently mistaken for lack of sidewall fusion, while centerline cracks were often interpreted as lack of inter-run fusion. The TFMiTM images provided improved geometric fidelity and offered clearer visualization of crack-like behavior.
The researchers concluded that advanced imaging technologies improve interpretation support but do not eliminate the importance of operator experience and welding knowledge.
Conclusion
This study confirms that phased array, TFM, and TFMiTM are reliable methods for detecting common weld discontinuities in Vee and Double Vee welds. Among the evaluated techniques, TFMiTM demonstrated strong imaging capabilities and improved geometric fidelity, especially for crack-related indications.
The results also showed that human interpretation remains a major factor influencing inspection success. Advanced imaging techniques generate more detailed information, but this additional data can increase analysis complexity. Improved post-processing tools and training are therefore essential to maximize the benefits of TFM and TFMiTM technologies.
References
- Ginzel, E. Holloway P. (2021). TFMiTM: Using Intermodal Analysis to Improve TFM Imaging
- Rioux P., Gamache S. (2021). A TFM Intermode introduction applied to the weld inspections.
- 3Kurz, J. H., Jüngert, A., Dugan, S., Dobmann, G., & Boller, C. (2013). Reliability considerations of NDT by probability of detection determination using ultrasound phase darray.
- 4Ulf Schnars, Andreas Kück (2010). Application of POD Analysis at Airbus.
- 5AS6. ASTM E1323-15 (2015). Standard Guide for Evaluating Laboratory Measurement Practices and the Statistical Analysis of the Resulting Data.
This article was developed by Will Haworth, Philippe Rioux, and Sam Hughes of Sonatest and published as part of the eighth issue of Inspenet Brief magazine (July 2026), dedicated to technical content in the energy and industrial sectors.