
Tabla de Contenidos
Introducción
Objetivos del estudio
El objetivo de esta investigación fue comparar el desempeño de cuatro métodos de inspección ultrasónica: arreglo en fases S-scan, TFM, TFMiTM y TOFD. El estudio evaluó su capacidad para detectar fallas, medir con precisión la altura de los defectos y caracterizar correctamente las discontinuidades en soldaduras.
Los investigadores se enfocaron en el desempeño posterior al análisis más que en la adquisición de datos. Los inspectores revisaron conjuntos de datos grabados de forma independiente y aplicaron criterios de rechazo idénticos para minimizar las variaciones en los métodos de evaluación. Los factores humanos siguieron siendo una consideración importante debido a que la mayoría de los inspectores tenía mayor experiencia con PAUT y TOFD tradicionales que con tecnologías TFM o TFMiTM.
Metodología
Selección de muestras
Las muestras de soldadura fueron diseñadas para representar escenarios comunes de inspección industrial. Cada soldadura contenía defectos introducidos intencionalmente, incluyendo porosidad, falta de fusión en el lateral, grietas en la raíz, grietas en el lateral, penetración incompleta de raíz, inclusiones de escoria, grietas en la línea central y grietas en el pie de soldadura. Los defectos medían al menos 10 mm de longitud para garantizar una probabilidad de detección (POD) realista.
Los participantes recibieron hojas de evaluación en blanco para cada muestra y debían reportar el tipo de defecto, las dimensiones y el estado de aceptación. Las comparaciones estadísticas se basaron en buenas prácticas de ASTM y principios de POD. Los resultados mostraron que TFM y TFMiTM presentaron menos fallas no detectadas que las inspecciones convencionales por arreglo en fases y TOFD.
Cupones tipo V y doble V
El estudio utilizó cupones de soldadura tipo V y doble V que contenían defectos certificados ubicados en posiciones y orientaciones realistas. Estas muestras reproducían condiciones comúnmente encontradas en inspecciones de campo. La distribución de defectos aseguró que los inspectores no pudieran predecir el número o la posición de las discontinuidades dentro de las soldaduras.
Conciencia de las discontinuidades
Los inspectores siguieron un proceso estructurado de evaluación para identificar y clasificar las indicaciones. La interpretación de los defectos dependía de la amplitud, la forma de la señal, el comportamiento geométrico y la información de dimensionamiento. Una vez detectada una indicación sospechosa, los inspectores determinaban si el defecto era aceptable o rechazable según los criterios estándar.
El estudio enfatizó que el análisis repetitivo y los períodos prolongados de inspección pueden reducir la atención del operador. Por lo tanto, la interpretación humana siguió siendo un factor significativo que influye en el desempeño de la inspección. La investigación hizo referencia a las normas de terminología ASTM E1316 y destacó la importancia de los procedimientos adecuados de caracterización de defectos.
El experimento y la encuesta
Trece inspectores participaron en la encuesta durante un período de cuatro semanas. Los datos de cada método ultrasónico se analizaron de forma independiente y no se permitió el trabajo en equipo. El dimensionamiento de altura fue el principal parámetro de medición. Se prefirieron las señales difractadas para el dimensionamiento cuando estaban disponibles, mientras que se utilizó la técnica de caída de 6 dB cuando no se podían identificar señales de difracción.
El estudio no tuvo como objetivo establecer una calificación formal de POD, pero siguió prácticas reconocidas de análisis estadístico. Esto garantizó consistencia y redujo el sesgo de muestreo en el proceso de evaluación.
Resultados
Análisis de precisión de altura
Los resultados mostraron que ninguna técnica logró consistentemente la mejor precisión de dimensionamiento. Aunque TOFD es ampliamente reconocido por su precisión en la medición de altura de defectos, varios inspectores interpretaron incorrectamente las fases de onda, lo que llevó a resultados de dimensionamiento incorrectos. En algunos casos, un solo error en la selección de longitud de onda produjo una desviación de medición de 0,6 mm.
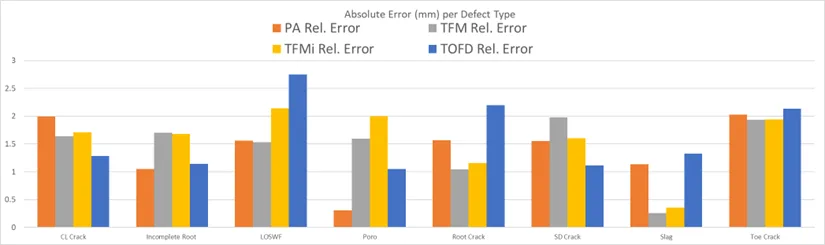
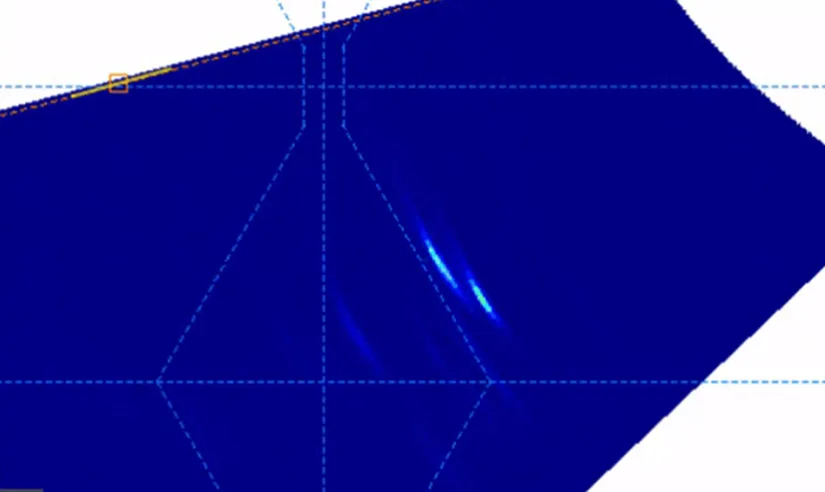
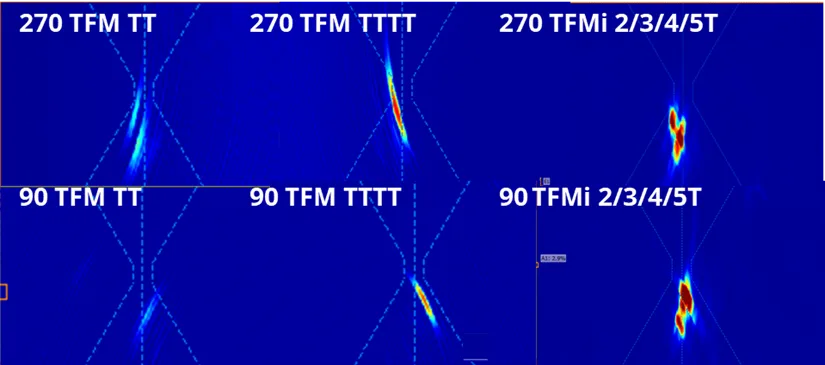
TFM y TFMiTM demostraron una mejor fidelidad de imagen geométrica, lo que ayudó a los inspectores a visualizar mejor los defectos. Sin embargo, la colocación manual del cursor y la interpretación incorrecta de los picos A-scan aún afectaron la precisión
Tasa de aciertos y fallos
TFM y TFMiTM produjeron las tasas de detección más altas entre todas las técnicas. El arreglo en fases convencional también logró un rendimiento aceptable, aunque la porosidad, las inclusiones de escoria y las grietas de raíz fueron más frecuentemente pasadas por alto.
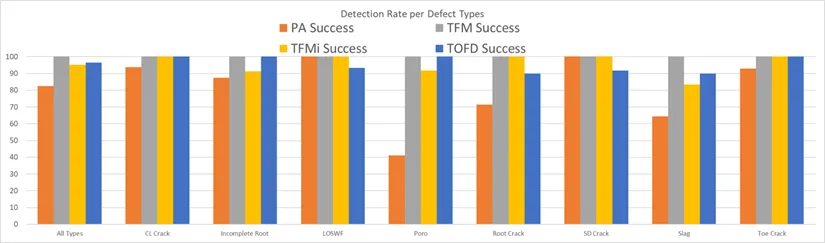
El estudio también mostró que aumentar los niveles de ganancia y ajustar las paletas de color podía mejorar la visibilidad de defectos de baja amplitud, como los grupos de porosidad.
El desempeño de TOFD se vio afectado cuando los defectos estaban ubicados cerca del eco de fondo de onda longitudinal. Las grietas de raíz resultaron especialmente difíciles de identificar porque los inspectores a veces interpretaron las débiles respuestas de difracción como ruido o artefactos de acoplamiento.
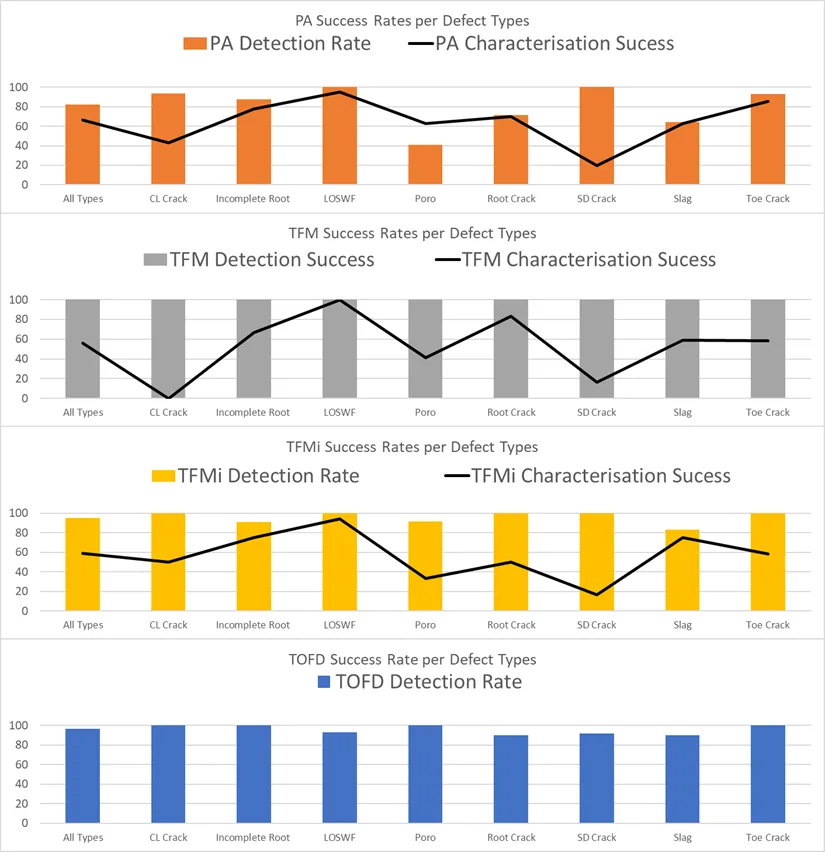
Resultados de caracterización de defectos en soldaduras
Las inspecciones convencionales por arreglo en fases S-scan lograron resultados ligeramente mejores en la caracterización general de defectos que las otras técnicas. Las grietas en el pie de soldadura fueron particularmente bien identificadas debido a que su geometría respondía favorablemente al escaneo sectorial.
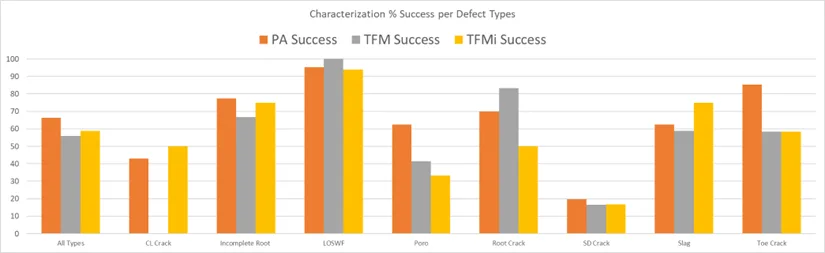
La caracterización de grietas siguió siendo la tarea más difícil en todos los métodos. Las grietas en el lateral fueron frecuentemente confundidas con falta de fusión lateral, mientras que las grietas en la línea central a menudo se interpretaron como falta de fusión entre pasadas. Las imágenes TFMiTM proporcionaron una mejor fidelidad geométrica y ofrecieron una visualización más clara del comportamiento tipo grieta.
Los investigadores concluyeron que las tecnologías de imagen avanzadas mejoran el soporte a la interpretación, pero no eliminan la importancia de la experiencia del operador y del conocimiento de soldadura.
Conclusión
Este estudio confirma que el arreglo en fases, TFM y TFMiTM son métodos confiables para la detección de discontinuidades comunes en soldaduras tipo V y doble V. Entre las técnicas evaluadas, TFMiTM demostró fuertes capacidades de imagen y una mejor fidelidad geométrica, especialmente en indicaciones relacionadas con grietas.
Los resultados también mostraron que la interpretación humana sigue siendo un factor importante que influye en el éxito de la inspección. Las técnicas avanzadas de imagen generan información más detallada, pero estos datos adicionales pueden aumentar la complejidad del análisis. Por lo tanto, son esenciales herramientas de posprocesamiento mejoradas y una formación adecuada para maximizar los beneficios de las tecnologías TFM y TFMiTM.
Referencias
- Ginzel, E. Holloway P. (2021). TFMiTM: Using Intermodal Analysis to Improve TFM Imaging
- Rioux P., Gamache S. (2021). A TFM Intermode introduction applied to the weld inspections.
- 3Kurz, J. H., Jüngert, A., Dugan, S., Dobmann, G., & Boller, C. (2013). Reliability considerations of NDT by probability of detection determination using ultrasound phase darray.
- 4Ulf Schnars, Andreas Kück (2010). Application of POD Analysis at Airbus.
- 5AS6. ASTM E1323-15 (2015). Standard Guide for Evaluating Laboratory Measurement Practices and the Statistical Analysis of the Resulting Data.
Este artículo fue desarrollado por Will Haworth, Philippe Rioux y Sam Hughes de Sonatest y publicado como parte de la octava edición de la revista Inspenet Brief Julio 2026, dedicada a contenidos técnicos del sector energético e industrial.