
Table of Contents
- What Is SAW Welding?
- Why SAW Is Used on Large-Diameter Pipes
- SAW in Pipe Manufacturing
- Welding Automation and Key Innovations
- Parameters and Consumables
- Codes and Standards for SAW Welding on Pipes
- SAW Versus Other Welding Processes
- Pipeline Integrity and Quality Control
- Common SAW Defects in Pipe Welds
- Industrial Applications and Success Cases
- What This Means in Practice
- Conclusions
- References
- Frequently Asked Questions (FAQS)
SAW welding is a critical process within large-diameter pipe welding when long seams, high deposition, and repeatable quality are required. In modern pipe manufacturing, its value goes beyond productivity: it enables controlled penetration, consistent bead geometry, and reduced operator variability.
With the advancement of welding automation and automated welding, the SAW process integrates parameter monitoring, flux recovery, and digital traceability. These capabilities are essential because weld consistency influences the integrity of pipelines exposed to pressure, corrosion, and offshore loads.
What Is SAW Welding?
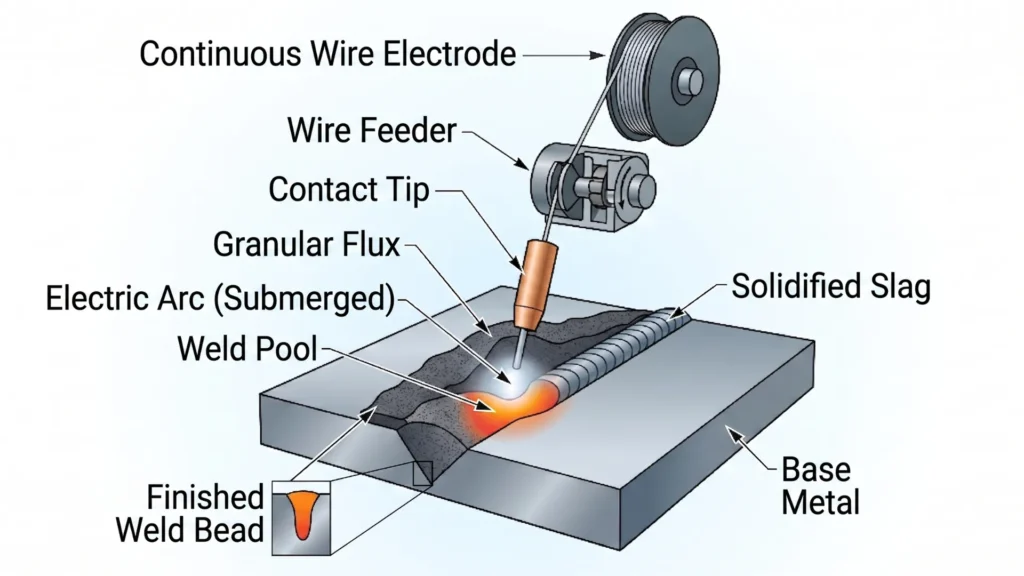
SAW welding, or submerged arc welding, is a mechanized process in which an electric arc is generated between a continuous electrode and the workpiece. Unlike open-arc processes, the arc is completely covered by a layer of granular flux, which protects the weld pool from atmospheric contamination.
During welding, part of the flux melts and forms a protective slag over the bead, while the un-melted flux can be recovered and reused. This makes SAW welding suitable for long, repetitive seams that are compatible with automated welding systems.
Why SAW Is Used on Large-Diameter Pipes
Submerged arc welding is widely used on large-diameter pipes because it combines high deposition rates with the ability to produce long, continuous beads under controlled conditions. This is especially important in pipe manufacturing plants, where productivity, repeatability, and bead uniformity directly influence production throughput and quality acceptance.
In pipe manufacturing, SAW is suitable for thick-walled sections because it provides good penetration and stable bead formation when parameters are correctly controlled. Furthermore, it reduces human variability through mechanized travel, automatic wire feeding, and constant flux coverage, being applied in longitudinal seams, helical seams, and double welds.
SAW in Pipe Manufacturing

In pipe fabrication, SAW welding is integrated into a controlled production sequence, not as an isolated operation. The process typically begins with plate or coil preparation, where edges are cleaned, beveled, and positioned to achieve a proper fit before forming. Then, the material is formed into a tubular body using longitudinal or helical processes, depending on the required design.
Once the edges are aligned, SAW is commonly applied from both the inside and outside of the pipe to create a double weld with proper fusion and reinforcement. During welding, granular flux is continuously deposited over the arc, while un-melted flux can be recovered. After each pass, the slag is removed to prevent inclusions, and final inspection may include VT, UT, RT, dimensional checks, and hydrostatic testing.
Welding Automation and Key Innovations
In pipe production using SAW, welding automation is not about replacing technical control, but about making the process more repeatable and measurable. Automated welding systems use a SAW head to coordinate travel speed, wire feed, current, voltage, and flux supply within limits previously defined by the procedure. This reduces operator variability and helps maintain a constant bead geometry over long seams.
Key innovations include tandem SAW and multi-wire SAW, where two or more electrodes increase the deposition rate while maintaining stable fusion. Automatic flux recovery systems reduce waste, while digital parameter logging and real-time monitoring allow deviations to be detected before they turn into defects.
Parameters and Consumables
The quality of SAW welding does not depend solely on it being an automated welding process. It depends on qualified parameters, compatible consumables, and real control during production. In pipe manufacturing plants, small deviations in current, voltage, travel speed, or flux condition can alter penetration, bead geometry, slag behavior, and mechanical performance.
Table 1: SAW Variables and Effects on the Weld Bead
| Variable | Effect on SAW Pipe Welds |
|---|---|
| Current | Controls penetration and deposition rate |
| Voltage | Affects bead width and arc stability |
| Travel speed | Influences heat input and fusion profile |
| Stick-out | Modifies melting rate and arc behavior |
| Flux type | Affects slag, chemistry, and bead shape |
| Wire-flux combination | Impacts strength, toughness, and deposited metal chemistry |
That is why the wire and flux must be selected as a system, not as separate consumables.
Codes and Standards for SAW Welding on Pipes
Codes and standards help ensure that submerged arc welding in pipe manufacturing does not rely solely on shop experience, but on qualified procedures, approved consumables, inspection requirements, and traceable records. API 5L establishes requirements for seamless and welded line pipe, API 1169 addresses traceability and safety of pipeline projects, while ASME Section IX defines criteria for the qualification of procedures and welders.
For SAW consumables, AWS A5.17 covers carbon steel electrodes and fluxes, and AWS A5.23 applies to low-alloy steel electrodes and fluxes. ISO 14171 classifies electrode-flux combinations for submerged arc welding. Project specifications may add requirements for toughness, NDT, chemical composition, documentation, and pipeline integrity.
SAW Versus Other Welding Processes
SAW welding is highly effective in industrial pipe production, but it does not replace all welding processes. Its main advantage appears in long seams, heavy-thickness sections, and controlled production environments, where the deposition rate and repeatability are critical factors. Other processes remain useful for root passes, field repairs, structural work, or special alloys.
Table 2. Comparison of Welding Processes on Pipes
| Process | Best Use in Pipe Work | Productivity | Level of Automation |
|---|---|---|---|
| SAW | Long seams and thick sections | Very high | High |
| GMAW | Fabrication and repairs | Medium-high | Medium |
| FCAW | Field and structural welding | High | Medium |
| SMAW | Repairs and field work | Low-medium | Low |
| GTAW | Root passes and special alloys | Low | Medium |
In practice, SAW is the preferred choice for large-scale pipe production, while GMAW, FCAW, SMAW, and GTAW remain valuable in specific stages, repairs, field work, or applications requiring greater flexibility. The best choice depends on weld location, material, thickness, productivity goals, and inspection requirements.

Pipeline Integrity and Quality Control
In SAW welding, bead soundness is directly related to pipeline integrity. A pipe seam must achieve complete penetration, controlled fusion, and acceptable bead geometry to withstand internal pressure, external loads, corrosion exposure, and thermal cycles during service. Poor control of heat input can also affect the heat-affected zone, reducing toughness or creating conditions for cracking.
Quality control must verify not only the final weld but also the variables that produced it. Non-destructive testing may include radiography, ultrasonics (PAUT), and automated inspection to detect internal discontinuities such as slag inclusions, lack of fusion, porosity, or cracks. Hydrostatic testing provides additional verification before service.
In critical projects, the traceability of parameters, wire, flux, welding procedures, and inspection in Oil & Gas is essential to guarantee mechanical integrity.
As a visual complement, Inspenet TV presented an interview during the ASNT 2025 conference regarding an automated ultrasonic inspection solution for welds in industrial piping. The video shows how the combination of an orbital scanner and an ultrasonic acquisition unit can support the detection of discontinuities like lack of fusion, porosity, and inclusions, providing greater speed, safety, and precision compared to traditional inspection methods.

Common SAW Defects in Pipe Welds
In pipe manufacturing, SAW defects should not be treated as isolated findings. Each indication must be linked to a potential process variable, consumable condition, or alignment issue. This approach helps QA/QC teams identify root causes and protect pipeline integrity, rather than simply rejecting or repairing welds after inspection.
Table 3. SAW Defects and Impact on Integrity
| Defect | Probable Cause | Impact on Integrity |
|---|---|---|
| Porosity | Damp flux or contamination | Reduction of weld bead soundness |
| Slag inclusion | Poor slag removal or deficient overlap | Internal discontinuity |
| Lack of fusion | Low heat input or high speed | Reduced load-bearing capacity |
| Undercut | Excessive voltage or speed | Stress concentration |
| Cracks | Hydrogen, restraint, or deficient procedure | Critical risk of failure |
A constant review of defect trends can reveal issues in flux handling, travel speed, joint alignment, or procedure compliance.
Industrial Applications and Success Cases
SAW welding is widely used in large-diameter pipelines and heavy tubular products where long, repeatable beads are required. Its typical applications include LSAW pipes, helical SSAW or HSAW pipes, gas pipelines, water transmission lines, offshore pipelines, structural tubular sections, and pressure systems.
A common success case occurs in LSAW plants that improve their productivity by using internal and external SAW heads to complete double seams with stable penetration and consistent reinforcement. Another case is found in SSAW lines that reduce repairs through welding automation to control travel speed, current, voltage, and automatic flux recovery. Thus, pipe manufacturing integrates productivity, repeatability, and weld bead quality into a single system.
What This Means in Practice
In practice, an efficient SAW line does not depend solely on equipment capacity. It also depends on qualified WPS/PQR welding procedure specifications, traceable wire and flux, dry and controlled flux handling, monitored parameters, and inspection plans aligned with real service risks. Operators, welding engineers, and QA/QC teams must also understand how defects relate to variables like current, voltage, travel speed, alignment, or contamination. This practical connection turns SAW welding into a reliable contribution to pipeline integrity.
Conclusions
SAW welding is a key process for large-diameter pipes because it combines productivity, repeatability, and control in demanding manufacturing environments. However, its value depends on more than automation alone.
Parameters, consumables, standards, inspection methods, and traceability must work together to protect weld bead quality.
For engineers, manufacturers, and inspectors, SAW must be understood as a controlled pipe manufacturing system that supports long-term pipeline integrity.
References
- American Petroleum Institute. API Specification 5L: Line pipe (46th ed.). American Petroleum Institute.
- American Society of Mechanical Engineers. (2025). BPVC Section IX: Welding, brazing, and fusing qualifications. ASME.
- American Welding Society. (2025). AWS A5.17/A5.17M:2025: Specification for carbon steel electrodes and fluxes for submerged arc welding. American Welding Society.
- American Welding Society. (2025). AWS A5.23/A5.23M:2025: Specification for low-alloy and high manganese steel electrodes and fluxes for submerged arc welding. American Welding Society.
- International Organization for Standardization. (2016). ISO 14171:2016: Welding consumables—Solid wire electrodes, tubular cored electrodes and electrode/flux combinations for submerged arc welding of non-alloy and fine grain steels—Classification. ISO.
- The Welding Institute. (n.d.). Submerged arc welding process. TWI Global.
- The Welding Institute. (n.d.). What is the effect of travel speed in SA (submerged arc) welding? TWI Global.
- American Welding Society. (2025, July). A practical guide to submerged arc welding. Welding Digest.
- Lincoln Electric. (n.d.). Submerged arc welding equipment. Lincoln Electric.
- Inspenet TV. (2025, October 14). Ultrasonic inspection of welds in industrial pipelines. Inspenet.
Frequently Asked Questions (FAQS)
Why is SAW used on large-diameter pipes?
SAW welding is used on large-diameter pipes because it offers high productivity, good penetration, and the ability to produce long, continuous seams with consistent quality. Add Image
Is SAW an automated welding process?
Yes. SAW is commonly used as an automated welding process in pipe manufacturing plants. Through welding automation, travel speed, wire feed, current, voltage, and flux supply are tightly controlled. Add Image
How does SAW affect pipeline integrity?
SAW affects pipeline integrity through penetration, fusion quality, heat input, and defect control. Poorly controlled welds can generate porosity, slag inclusions, lack of fusion, or cracks. Add Image
What standards apply to SAW welding on pipes?
Common references include API 5L, ASME Section IX, AWS A5.17, AWS A5.23, ISO 14171, and specific project requirements. Add Image
