
Tabla de Contenidos
- ¿Qué es la soldadura SAW?
- Por qué SAW se utiliza en tuberías de gran diámetro
- SAW en la fabricación de tuberías
- Automatización de soldadura e innovaciones clave
- Parámetros y consumibles
- Códigos y normas para soldadura SAW en tuberías
- SAW frente a otros procesos de soldadura
- Integridad de tuberías y control de calidad
- Defectos comunes SAW en soldaduras de tuberías
- Aplicaciones industriales y casos de éxito
- Qué significa esto en la práctica
- Conclusiones
- Referencias
- Preguntas frecuentes (FAQs)
La soldadura SAW es un proceso crítico dentro de la soldadura de tuberías de gran diámetro cuando se requieren costuras largas, alta deposición y calidad repetible. En la fabricación moderna de tuberías, su valor va más allá de la productividad: permite penetración controlada, geometría de cordón consistente y menor variabilidad del operador.
Con el avance de la automatización de soldadura y la soldadura automatizada, el proceso SAW integra monitoreo de parámetros, recuperación de fundente y trazabilidad digital. Estas capacidades son esenciales porque la consistencia de la soldadura influye en la integridad de ductos expuestos a presión, corrosión y cargas offshore.
¿Qué es la soldadura SAW?
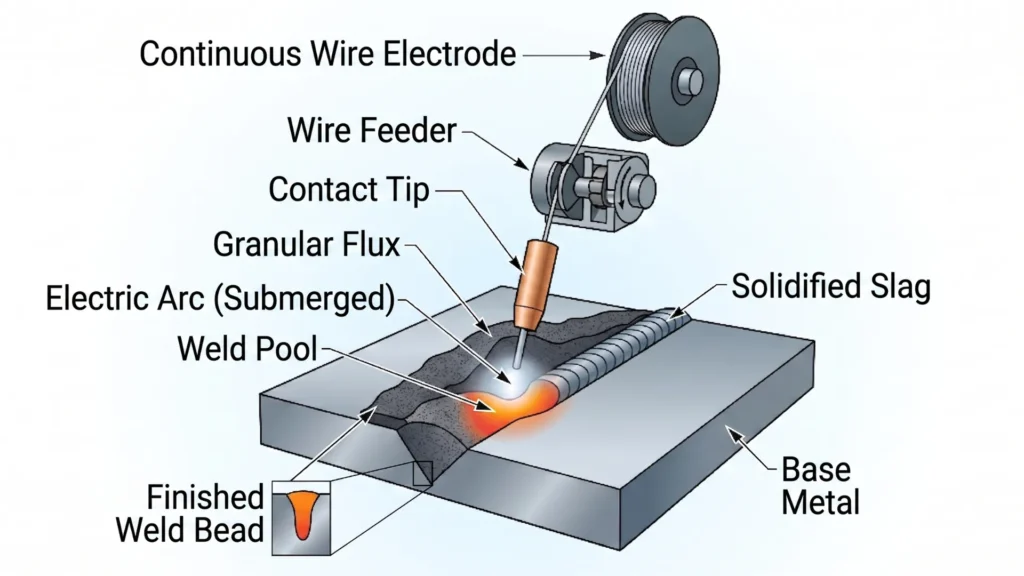
La soldadura SAW, o soldadura por arco sumergido, es un proceso mecanizado en el que se genera un arco eléctrico entre un electrodo continuo y la pieza de trabajo. A diferencia de los procesos de arco abierto, el arco queda completamente cubierto por una capa de fundente granular, que protege el baño de fusión de la contaminación atmosférica.
Durante la soldadura, parte del fundente se funde y forma una escoria protectora sobre el cordón, mientras que el fundente no fundido puede recuperarse y reutilizarse. Esto hace que la soldadura SAW sea adecuada para cordones largos, repetitivos y compatibles con sistemas de soldadura automatizada.
Por qué SAW se utiliza en tuberías de gran diámetro
La soldadura SAW se utiliza ampliamente en tuberías de gran diámetro porque combina altas tasas de deposición con la capacidad de producir cordones largos y continuos bajo condiciones controladas. Esto es especialmente importante en plantas de fabricación de tuberías, donde la productividad, la repetibilidad y la uniformidad del cordón influyen directamente en el rendimiento de producción y la aceptación de calidad.
En la fabricación de tuberías, SAW es adecuada para secciones de pared gruesa porque proporciona buena penetración y formación estable del cordón cuando los parámetros se controlan correctamente. Además, reduce la variabilidad humana mediante avance mecanizado, alimentación automática del alambre y cobertura constante de fundente, aplicándose en costuras longitudinales, helicoidales y soldaduras dobles.
SAW en la fabricación de tuberías

En la fabricación de tuberías, la soldadura SAW se integra en una secuencia de producción controlada, no como una operación aislada. El proceso suele iniciar con la preparación de placa o bobina, donde los bordes se limpian, biselan y posicionan para lograr un ajuste adecuado antes del conformado. Luego, el material se forma como cuerpo tubular mediante procesos longitudinales o helicoidales, según el diseño requerido.
Una vez alineados los bordes, SAW se aplica comúnmente desde el interior y el exterior de la tubería para crear una soldadura doble con fusión y refuerzo adecuados. Durante la soldadura, el fundente granular se deposita continuamente sobre el arco, mientras el fundente no fundido puede recuperarse. Después de cada pasada, la escoria se remueve para evitar inclusiones, y la inspección final puede incluir VT, UT, RT, controles dimensionales y prueba hidrostática
Automatización de soldadura e innovaciones clave
En la producción de tuberías mediante SAW, la automatización de soldadura no consiste en sustituir el control técnico, sino en hacer el proceso más repetible y medible. Los sistemas de soldadura automatizada utilizan un cabezal SAW para coordinar la velocidad de avance, alimentación del alambre, corriente, voltaje y suministro de fundente dentro de límites previamente definidos por el procedimiento. Esto reduce la variabilidad del operador y ayuda a mantener una geometría de cordón constante en costuras largas.
Entre las innovaciones clave destacan el SAW tándem y el SAW multialambre, donde dos o más electrodos aumentan la tasa de deposición manteniendo una fusión estable. Los sistemas automáticos de recuperación de fundente reducen desperdicios, mientras el registro digital de parámetros y el monitoreo en tiempo real permiten detectar desviaciones antes de que se conviertan en defectos.
Parámetros y consumibles
La calidad de la soldadura SAW no depende únicamente de que sea un proceso de soldadura automatizada. Depende de parámetros calificados, consumibles compatibles y control real durante la producción. En plantas de fabricación de tuberías, pequeñas desviaciones en corriente, voltaje, velocidad de avance o condición del fundente pueden modificar la penetración, la geometría del cordón, el comportamiento de la escoria y el desempeño mecánico.
Tabla 1: Variables SAW y efectos en el cordón
| Variable | Efecto en soldaduras SAW de tuberías |
|---|---|
| Corriente | Controla la penetración y la tasa de deposición |
| Voltaje | Afecta el ancho del cordón y la estabilidad del arco |
| Velocidad de avance | Influye en el aporte térmico y el perfil de fusión |
| Stick-out | Modifica la tasa de fusión y el comportamiento del arco |
| Tipo de fundente | Afecta escoria, química y forma del cordón |
| Combinación alambre-fundente | Impacta resistencia, tenacidad y química del metal depositado |
Por eso, el alambre y el fundente deben seleccionarse como un sistema, no como consumibles separados.
Códigos y normas para soldadura SAW en tuberías
Los códigos y normas ayudan a garantizar que la soldadura por arco sumergido en la fabricación de tuberías no dependa solo de la experiencia del taller, sino de procedimientos calificados, consumibles aprobados, requisitos de inspección y registros trazables. API 5L establece requisitos para tuberías de línea sin costura y soldadas, API 1169 trazabilidad y seguridad de proyectos de tuberías, mientras que ASME Sección IX define criterios para la calificación de procedimientos y soldadores.
Para consumibles SAW, AWS A5.17 cubre electrodos y fundentes de acero al carbono, y AWS A5.23 aplica a electrodos y fundentes de aceros de baja aleación. ISO 14171 clasifica combinaciones electrodo-fundente para soldadura por arco sumergido. Las especificaciones del proyecto pueden añadir requisitos de tenacidad, END, composición química, documentación e integridad de ductos.
SAW frente a otros procesos de soldadura
La soldadura SAW es altamente efectiva en la producción industrial de tuberías, pero no sustituye a todos los procesos de soldadura. Su principal ventaja aparece en costuras largas, secciones de gran espesor y entornos de producción controlados, donde la tasa de deposición y la repetibilidad son factores críticos. Otros procesos siguen siendo útiles para pasadas de raíz, reparaciones en campo, trabajos estructurales o aleaciones especiales.
Tabla 2. Comparación de procesos de soldadura en tuberías
| Proceso | Mejor uso en trabajos de tubería | Productividad | Nivel de automatización |
|---|---|---|---|
| SAW | Costuras largas y secciones gruesas | Muy alta | Alto |
| GMAW | Fabricación y reparaciones | Media-alta | Medio |
| FCAW | Soldadura en campo y estructural | Alta | Medio |
| SMAW | Reparaciones y trabajos en campo | Baja-media | Bajo |
| GTAW | Pasadas de raíz y aleaciones especiales | Baja | Medio |
En la práctica, SAW es la opción preferida para la producción de tuberías a gran escala, mientras que GMAW, FCAW, SMAW y GTAW siguen siendo valiosos en etapas específicas, reparaciones, trabajos en campo o aplicaciones que requieren mayor flexibilidad. La mejor elección depende de la ubicación de la soldadura, el material, el espesor, los objetivos de productividad y los requisitos de inspección.

Integridad de tuberías y control de calidad
En la soldadura SAW, la sanidad del cordón está directamente relacionada con la integridad de tuberías. La costura de una tubería debe lograr penetración completa, fusión controlada y geometría aceptable del cordón para resistir presión interna, cargas externas, exposición a corrosión y ciclos térmicos durante el servicio. Un mal control del aporte térmico también puede afectar la zona afectada por el calor, reduciendo la tenacidad o generando condiciones para agrietamiento.
El control de calidad debe verificar no solo la soldadura final, sino también las variables que la produjeron. Los ensayos no destructivos pueden incluir radiografía, ultrasonido (PAUT) e inspección automatizada para detectar discontinuidades internas como inclusiones de escoria, falta de fusión, porosidad o grietas. La prueba hidrostática aporta una verificación adicional antes del servicio.
En proyectos críticos, la trazabilidad de parámetros, alambre, fundente, procedimientos de soldadura e inspección en Oil & Gas es esencial para garantizar la integridad mecánica
Como complemento visual, Inspenet TV presentó durante la conferencia ASNT 2025 una entrevista sobre una solución de inspección ultrasónica automatizada para soldaduras en tuberías industriales. El video muestra cómo la combinación de un escáner orbital y una unidad de adquisición ultrasónica puede apoyar la detección de discontinuidades como falta de fusión, porosidad e inclusiones, aportando mayor velocidad, seguridad y precisión frente a métodos tradicionales de inspección.

Defectos comunes SAW en soldaduras de tuberías
En la fabricación de tuberías, los defectos SAW no deben tratarse como hallazgos aislados. Cada indicación debe relacionarse con una posible variable del proceso, condición del consumible o problema de alineación. Este enfoque ayuda a los equipos de QA/QC a identificar causas raíz y proteger la integridad de ductos, en lugar de limitarse a rechazar o reparar soldaduras después de la inspección.
Tabla 3. Defectos SAW e impacto en la integridad
| Defecto | Causa probable | Impacto en la integridad |
|---|---|---|
| Porosidad | Fundente húmedo o contaminación | Reducción de sanidad del cordón |
| Inclusión de escoria | Mala remoción de escoria o solape deficiente | Discontinuidad interna |
| Falta de fusión | Bajo aporte térmico o velocidad alta | Menor capacidad de carga |
| Socavado | Voltaje o velocidad excesiva | Concentración de esfuerzos |
| Grietas | Hidrógeno, restricción o procedimiento deficiente | Riesgo crítico de falla |
Una revisión constante de las tendencias de defectos puede revelar problemas en manejo del fundente, velocidad de avance, alineación de junta o cumplimiento del procedimiento.
Aplicaciones industriales y casos de éxito
La soldadura SAW se utiliza ampliamente en tuberías de gran diámetro y productos tubulares pesados donde se requieren cordones largos y repetibles. Sus aplicaciones típicas incluyen tuberías LSAW, tuberías helicoidales SSAW o HSAW, gasoductos, líneas de conducción de agua, tuberías offshore, secciones tubulares estructurales y sistemas sometidos a presión.
Un caso común de éxito ocurre en plantas LSAW que mejoran su productividad utilizando cabezales SAW internos y externos para completar costuras dobles con penetración estable y refuerzo consistente. Otro caso se presenta en líneas SSAW que reducen reparaciones mediante automatización de soldadura para controlar velocidad de avance, corriente, voltaje y recuperación automática de fundente. Así, la fabricación de tuberías integra productividad, repetibilidad y calidad del cordón como un solo sistema.
Qué significa esto en la práctica
En la práctica, una línea SAW eficiente no depende solo de la capacidad del equipo. Depende también de la especificación del procedimiento de soldadura WPS/PQR calificados, alambre y fundente trazables, manejo seco y controlado del fundente, parámetros monitoreados y planes de inspección alineados con los riesgos reales de servicio. Operadores, ingenieros de soldadura y equipos QA/QC también deben entender cómo los defectos se relacionan con variables como corriente, voltaje, velocidad de avance, alineación o contaminación. Esta conexión práctica convierte a la soldadura SAW en un aporte confiable para la integridad de ductos.
Conclusiones
La soldadura SAW es un proceso clave para tuberías de gran diámetro porque combina productividad, repetibilidad y control en entornos de fabricación exigentes. Sin embargo, su valor depende de más que la automatización por sí sola.
Parámetros, consumibles, normas, métodos de inspección y trazabilidad deben trabajar en conjunto para proteger la calidad del cordón.
Para ingenieros, fabricantes e inspectores, SAW debe entenderse como un sistema controlado de fabricación de tuberías que respalda la integridad de ductos a largo plazo.
Referencias
- American Petroleum Institute. API Specification 5L: Line pipe (46th ed.). American Petroleum Institute.
- American Society of Mechanical Engineers. (2025). BPVC Section IX: Welding, brazing, and fusing qualifications. ASME.
- American Welding Society. (2025). AWS A5.17/A5.17M:2025: Specification for carbon steel electrodes and fluxes for submerged arc welding. American Welding Society.
- American Welding Society. (2025). AWS A5.23/A5.23M:2025: Specification for low-alloy and high manganese steel electrodes and fluxes for submerged arc welding. American Welding Society.
- International Organization for Standardization. (2016). ISO 14171:2016: Welding consumables—Solid wire electrodes, tubular cored electrodes and electrode/flux combinations for submerged arc welding of non-alloy and fine grain steels—Classification. ISO.
- The Welding Institute. (n.d.). Submerged arc welding process. TWI Global.
- The Welding Institute. (n.d.). What is the effect of travel speed in SA (submerged arc) welding? TWI Global.
- American Welding Society. (2025, July). A practical guide to submerged arc welding. Welding Digest.
- Lincoln Electric. (n.d.). Submerged arc welding equipment. Lincoln Electric.
- Inspenet TV. (2025, October 14). Ultrasonic inspection of welds in industrial pipelines. Inspenet.
Preguntas frecuentes (FAQs)
¿Por qué se usa SAW en tuberías de gran diámetro?
La soldadura SAW se usa en tuberías de gran diámetro porque ofrece alta productividad, buena penetración y capacidad para producir costuras largas y continuas con calidad consistente.
¿SAW es un proceso de soldadura automatizada?
Sí. SAW se utiliza comúnmente como proceso de soldadura automatizada en plantas de fabricación de tuberías. Mediante automatización de soldadura, se controlan velocidad de avance, alimentación de alambre, corriente, voltaje y suministro de fundente.
¿Cómo afecta SAW la integridad de ductos?
SAW afecta la integridad de ductos mediante la penetración, calidad de fusión, aporte térmico y control de defectos. Soldaduras mal controladas pueden generar porosidad, inclusiones de escoria, falta de fusión o grietas.
¿Qué normas aplican a la soldadura SAW en tuberías?
Referencias comunes incluyen API 5L, ASME Sección IX, AWS A5.17, AWS A5.23, ISO 14171 y requisitos específicos del proyecto.
