
Table of Contents
- Inspection challenges in HSAW and LSAW lines
- HSAW vs LSAW: Key differences
- LSAW: Precision in longitudinal welds
- HSAW: The challenge of helical welds
- API 5L, ASTM A252 and ISO: Key requirements
- How TPAC removes inspection bottlenecks
- Explorer: Real-time data for NDT
- See explorer in action
- Key Takeaways from the Interview
- APIs and SDKs for industrial automation
- A real production scenario
- Beyond pipe manufacturing
- Connect with TPAC specialists
- Conclusions
- References
- Frequently Asked Questions (FAQs)
HSAW and LSAW are two of the most widely used manufacturing processes for welded pipes in energy, structural and fluid transportation applications. However, ensuring weld quality without slowing production remains one of the greatest challenges for manufacturers of large-diameter pipes.
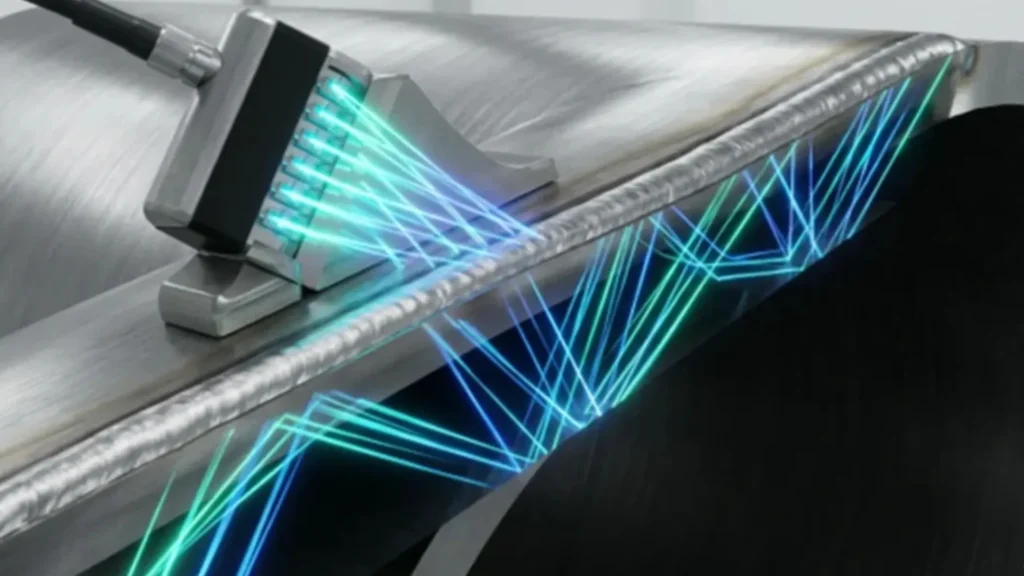
Inline ultrasonic inspection based on Phased Array technology allows welds to be evaluated in real time while supporting compliance with standards such as API Spec 5L and ASTM A252. In this context, the integration of inspection, automation and production control has become a key factor in removing operational bottlenecks.
Inspection challenges in HSAW and LSAW lines
In a modern welded pipe manufacturing plant, quality does not depend only on the welding process. The ability to verify every weld without slowing down production is equally important for maintaining competitiveness and meeting market requirements.
When inspection systems operate as isolated stations, any relevant indication can trigger additional checks, operational delays or even a temporary line stop. The economic impact can be significant, especially when producing large-diameter pipes for energy infrastructure, hydrocarbon transportation or critical structural applications.
The challenge increases because HSAW welds and LSAW welds have completely different geometries. One follows a relatively stable longitudinal path, while the other forms a helix around the pipe. This difference requires specific strategies for weld tracking, data acquisition and automation.
For this reason, advanced manufacturers are adopting inline ultrasonic inspection systems that can integrate with PLCs, industrial robots and production control platforms. The goal is no longer only to detect discontinuities, but to convert inspection data into actionable information for real-time decision-making while maintaining operational continuity.
HSAW vs LSAW: Key differences
Although both processes use submerged arc welding (SAW), their manufacturing differences directly influence the inspection strategy, weld tracking requirements and integration with industrial automation systems.
In high-production environments, HSAW typically requires higher tracking precision because the helical weld continuously changes position in relation to the inspection system.
Table 1. Key differences in the processes
| Feature | HSAW | LSAW |
| Full name | Helical Submerged Arc Welding | Longitudinal Submerged Arc Welding |
| Weld geometry | Helical, spiral weld | Longitudinal, straight weld |
| Raw material | Steel coil | Steel plate |
| Forming process | Continuous | Discontinuous |
| Typical diameters | Very large | Large and medium |
| Main applications | Fluid transportation, water and infrastructure | Gas pipelines, oil pipelines and high-pressure applications |
| Inspection complexity | High | Medium |
| Weld tracking | Critical | Moderate |
| Main inspection risk | Loss of helical weld tracking | Lateral weld misalignment |
| Recommended technologies | Phased Array, FMC and TFM | Phased Array and TOFD |
LSAW: Precision in longitudinal welds
LSAW (Longitudinal Submerged Arc Welding) uses mechanically formed steel plates to produce welded pipes with a longitudinal seam. Due to its ability to withstand high pressure, this process is widely used in gas pipelines, oil pipelines, and demanding structural applications.
From a weld inspection standpoint, LSAW welds offer an important advantage: the weld path remains aligned with the longitudinal axis of the pipe. This simplifies transducer positioning and supports the implementation of stable scanning systems.
However, geometric stability does not eliminate every challenge. Variations in pipe roundness, small deviations during transport or mechanical misalignments can affect acoustic coverage during inspection. When this occurs, beams generated by Phased Array systems may lose the optimal angle of incidence over the area of interest, reducing sensitivity or generating false indications.
In high-speed production lines, even minor deviations can lead to unnecessary rework, additional verification and loss of operational efficiency.
In high-pressure applications, LSAW welds often require inspection procedures with high volumetric coverage to ensure weld integrity and compliance with project acceptance criteria.
HSAW: The challenge of helical welds
HSAW (Helical Submerged Arc Welding) uses steel coils that are continuously formed to produce welded pipes with a helical seam. This method enables the efficient production of large-diameter pipes with high productivity and strong adaptability to different industrial applications.
Unlike longitudinal seams, HSAW welds follow a spiral path around the pipe. This characteristic requires the inspection system to synchronize the longitudinal movement and rotation of the component in order to maintain continuous weld tracking.

The main difficulty in inspecting HSAW welds is not only the detection of discontinuities, but also maintaining continuous tracking of the helical path throughout the inline ultrasonic inspection process. When synchronization between movement and acquisition is lost, even for fractions of a second, uncovered areas may appear and affect result reliability.
For this reason, modern HSAW lines often incorporate automatic tracking systems for HSAW welds, capable of correcting sensor position in real time. This capability becomes especially important when using advanced technologies such as Phased Array, FMC and TFM, where data quality depends directly on the mechanical precision of the scanning system.
API 5L, ASTM A252 and ISO: Key requirements
Before an HSAW or LSAW pipe reaches the market, its welds must demonstrate compliance with specific manufacturing and inspection requirements. Depending on the final application, standards such as API Spec 5L, ASTM A252, ISO 13588 and ISO 10863 define the technical criteria that inspection procedures must follow when using Phased Array and other advanced non-destructive testing methods.
For a deeper look at requirements related to hydrocarbon transportation pipelines, see our specialized guide onpipeline welding, precision and reliability.
Table 2. Main applicable standards
| Standard | Main application | Inspection requirement | Technologies used |
| API Spec 5L | Oil and gas pipelines | Verification of longitudinal and helical weld integrity through complete coverage of the inspected volume | UT, Phased Array, TOFD |
| ASTM A252 | Structural steel pipe piles | Evaluation of weld quality and compliance with mechanical requirements | UT, Phased Array |
| ISO 13588 | Industrial welded joints | Requirements for the application and validation of Phased Array procedures | PAUT |
| ISO 10863 | Critical welds | Criteria for Time-of-Flight Diffraction inspection | TOFD |
| ISO 17640 | Fusion-welded joints | Guidelines for manual and mechanized ultrasonic testing | UT |
Compliance with these standards requires more than detection capability. Inspection must also integrate with production speed, automation systems and quality control procedures. This is precisely where TPAC’s open-architecture solutions provide a distinct advantage for welded pipe manufacturers.
How TPAC removes inspection bottlenecks
In welded pipe manufacturing, inspection should not become a barrier to productivity. Yet many plants still rely on systems that operate as independent stations, generating valuable information that is rarely integrated with the systems responsible for controlling production.
When an indication appears during inline ultrasonic inspection, traditional equipment often only triggers an alarm or records an event for later review. Meanwhile, the line continues to move forward, or it must be stopped until personnel determine whether the result represents a real defect or a false indication.
TPAC approaches this challenge differently. Its solutions are designed to operate as an active part of the industrial automation ecosystem, allowing data obtained through Phased Array inspection to be integrated directly with PLCs, robots, scanners and production monitoring platforms.
Thanks to this open architecture, inspection data stops being a simple quality report and becomes a real-time decision-making tool. The detection of an indication can be automatically associated with the exact position of the component, trigger marking processes, generate digital traceability or communicate events directly to plant control systems.
For manufacturers of large-diameter pipes, this means reducing response times, minimizing unnecessary verification and maintaining production continuity without compromising inspection reliability.
Explorer: Real-time data for NDT
As manufacturing lines increase in speed and automation, the amount of information that must be processed during inspection also grows. The ability to acquire, analyze and transmit data without delays becomes a decisive factor for the efficiency of the entire operation.
Explorer was developed by TPAC to meet this challenge. It is a compact data acquisition platform designed to integrate directly into automated inspection systems, including robots, mechanized scanners and customized solutions for non-destructive testing.
Unlike conventional architectures, where electronics are often located far from the inspection point, Explorer allows the acquisition system to be placed closer to the transducers. This reduces cable length, improves signal quality and facilitates integration in applications where available space is limited.
Its data transfer capacity of up to 1 GB per second enables large volumes of information to be processed in real time, even when using advanced techniques such as Phased Array, Full Matrix Capture (FMC), Total Focusing Method (TFM), Plane Wave Imaging and Phase Coherence Imaging.
In HSAW applications, and also in LSAW lines, this capability is especially valuable because it enables continuous weld coverage while the line remains in motion. The result is a more efficient inspection process, with better resolution and greater ability to detect relevant discontinuities without affecting production pace.
See explorer in action
To better understand how Explorer combines high-speed acquisition, open architecture, and integration with automated inspection systems, watch the following Inspenet TV interview with Gavin Dao, Business Development Director at TPAC.

Key Takeaways from the Interview
During the interview, Gavin Dao explains that Explorer was developed to solve one of the most common challenges in NDT automation: bringing the acquisition electronics closer to the inspection point without sacrificing processing capability.
This philosophy allows the platform to be integrated into robots, scanners and industrial crawlers, where available space is often limited and signal quality depends heavily on keeping shorter cable runs between the transducer and the acquisition system.
In addition to its compact design, Explorer includes advanced capabilities for working with Phased Array, FMC and TFM, supporting the development of customized solutions for industrial applications that require speed, flexibility and integration with control systems.
APIs and SDKs for industrial automation
One of the most important aspects of TPAC’s technology proposal is its open-architecture approach. While many inspection systems operate as closed platforms, Explorer allows data obtained during testing to become an active part of the plant’s digital ecosystem.
Through APIs and Software Development Kits (SDKs), manufacturers and integrators can access the information generated during inline ultrasonic inspection and use it within customized applications for production, traceability and quality control.
This flexibility makes it possible to develop solutions adapted to the specific requirements of each installation. Data can be linked to PLCs, MES systems, industrial robots or monitoring platforms, helping automate tasks that traditionally required manual intervention.
In an HSAW line, for example, the detection of an indication can automatically activate a marking system or generate a segregation order for later review. In LSAW applications, results can be associated with serial numbers, manufacturing orders or digital records that support full product traceability.
Beyond discontinuity detection, this approach turns inspection into a strategic source of information for decision-making. Real-time communication between NDT systems and production systems allows teams to respond faster to process variations and improve overall plant performance.
A real production scenario
In many large-diameter pipe manufacturing lines, problems appear when production reaches full capacity. At that point, any inspection delay can become a bottleneck for the entire operation.
Imagine a line manufacturing welded pipes for energy applications. During the inspection of a series of LSAW welds, the system detects a repeated indication in the weld root area. With a traditional architecture, quality personnel would need to manually review the results before determining whether the indication is a real discontinuity or a process variation.
With an integrated platform such as Explorer, information is processed and distributed in real time. The system can identify the exact location of the indication, automatically record the event and communicate it to the control system without interrupting production flow.
The result is a faster response, improved traceability and a significant reduction in the time associated with additional verification. For the manufacturer, this means maintaining productivity while preserving inspection reliability.
Beyond pipe manufacturing
Although HSAW and LSAW applications are an ideal scenario to demonstrate Explorer’s capabilities, the technology developed by TPAC is also used in other sectors where automation and data quality are equally important.
In the aerospace industry, advanced acquisition platforms support the inspection of composite materials used in critical structures. In power generation, they help evaluate components exposed to demanding operating conditions. Similarly, integrators and developers use these tools to create customized solutions in applications where conventional inspection methods have limitations.
This versatility reflects one of TPAC’s main strengths: offering open platforms capable of adapting to different industrial challenges without depending on rigid configurations or closed architectures.
Connect with TPAC specialists
Modernizing an inspection line does not depend only on the equipment being used. It depends on the ability to integrate data acquisition, automation and production control into a single technology strategy.
If your organization is looking to optimize inline ultrasonic inspection of HSAW or LSAW pipes, develop customized Phased Array applications or implement advanced industrial automation solutions, TPAC’s team can help evaluate the most suitable alternative for your operation.
Visit TPAC’s corporate profile in the Inspenet Business Directory to learn more about its acquisition platforms, explore industrial applications and connect directly with its technical specialists.
Conclusions
The inspection of HSAW and LSAW pipes involves challenges that go far beyond discontinuity detection. Maintaining inspection coverage, integrating with production speed and turning data into useful information are becoming increasingly important for welded pipe manufacturers.
TPAC’s open-architecture platforms address these challenges from a different perspective. By combining high-speed acquisition, advanced technologies such as Phased Array, FMC and TFM, and industrial automation integration capabilities, Explorer transforms inline ultrasonic inspection into an active tool for decision-making.
As plants move toward more connected and automated production models, the ability to integrate quality, traceability and productivity in the same environment will become a decisive factor in maintaining competitiveness and meeting global market requirements.
References
- American Petroleum Institute. (s. f.). API Spec 5L: Specification for line pipe. API Webstore.
- ASTM International. ASTM A252/A252M-19: Standard specification for welded and seamless steel pipe piles. ASTM International.
- Inspenet. (2025, 8 de octubre). Explorer de TPAC: ultrasonido compacto para inspección NDT. https://inspenet.com/inspenet-tv/explorer-inspeccion-ultrasonica-compacta/
- International Organization for Standardization. ISO 13588:2019: Non-destructive testing of welds — Ultrasonic testing — Use of automated phased array technology. ISO.
- International Organization for Standardization. ISO 10863:2020: Non-destructive testing of welds — Ultrasonic testing — Use of time-of-flight diffraction technique (TOFD). ISO.
- The Phased Array Company. (s. f.). Explorer technical datasheet [PDF]. https://thephasedarraycompany.com/wp-content/uploads/2023/12/Explorer_230823.pdf
- The Phased Array Company. (s. f.). TPAC: Non destructive testing. https://thephasedarraycompany.com/
Frequently Asked Questions (FAQs)
What is the difference between HSAW and LSAW?
The main difference lies in weld geometry. HSAW pipes use helical welds formed from steel coils, while LSAW pipes use longitudinal welds manufactured from steel plates. This difference directly influences inspection strategy and the tracking systems used during testing.
Why is Phased Array used in pipe inspection?
Phased Array technology makes it possible to electronically control the ultrasonic beam to inspect different weld zones with greater coverage and precision. This supports the detection of discontinuities in HSAW welds and LSAW welds, while also improving productivity in inline ultrasonic inspection applications.
Which standards apply to welded pipes?
Depending on the application, the most commonly used standards include API Spec 5L for oil and gas transportation pipelines, ASTM A252 for structural pipe piles, ISO 13588 for Phased Array procedures and ISO 10863 for TOFD inspections.
What are the benefits of open architecture?
Open architecture allows inspection data to be integrated with PLCs, industrial robots, MES systems and production platforms. This improves traceability, supports process automation and turns inspection results into useful information for real-time decision-making.
