
Tabla de Contenidos
- Desafíos de inspección en líneas HSAW y LSAW
- HSAW vs LSAW: Diferencias clave
- LSAW: Precisión en costuras longitudinales
- HSAW: El reto de las costuras helicoidales
- API 5L, ASTM A252 e ISO: Requisitos clave
- Cómo TPAC elimina cuellos de botella
- Explorer: Datos en tiempo real para END
- Conoce explorer en acción
- Aprendizajes clave de la entrevista
- APIs y SDKs para automatización industrial
- Caso real de producción
- Más allá de las tuberías
- Conecta con los especialistas de TPAC
- Conclusiones
- Referencias
- Preguntas frecuentes (FAQs)
HSAW y LSAW representan dos de los procesos más utilizados para fabricar tuberías con costura destinadas a aplicaciones energéticas, estructurales y de transporte de fluidos. Sin embargo, garantizar la calidad de estas soldaduras sin afectar la productividad sigue siendo uno de los mayores desafíos para los fabricantes de tubos de gran diámetro.
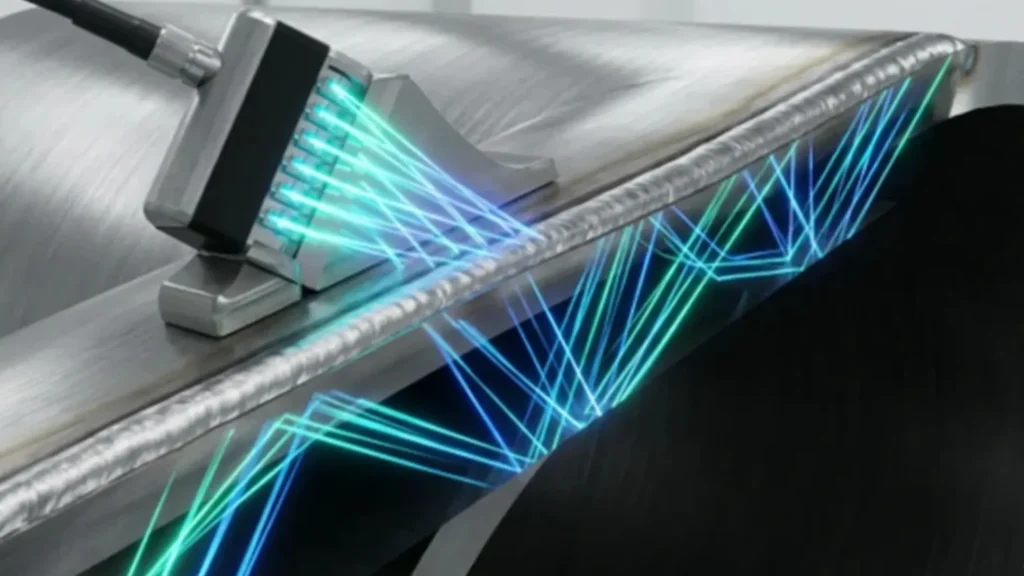
La inspección ultrasónica inline basada en tecnología Phased Array permite evaluar las uniones en tiempo real y cumplir con requisitos normativos como API Spec 5L y ASTM A252. En este contexto, la integración entre inspección, automatización y control de producción se ha convertido en un factor clave para eliminar cuellos de botella operativos.
Desafíos de inspección en líneas HSAW y LSAW
En una planta moderna de fabricación de tuberías con costura, la calidad no depende únicamente del proceso de soldadura. La capacidad de verificar cada unión sin ralentizar la producción es igualmente importante para mantener la competitividad y cumplir con los estándares exigidos por el mercado.
Cuando los sistemas de inspección operan de forma aislada, cualquier indicación relevante puede generar verificaciones adicionales, retrasos operativos o incluso la detención temporal de la línea. El impacto económico suele ser considerable, especialmente cuando se fabrican tubos de gran diámetro destinados a infraestructura energética, transporte de hidrocarburos o aplicaciones estructurales críticas.
La complejidad aumenta porque las costuras HSAW y LSAW presentan geometrías completamente diferentes. Mientras una sigue una trayectoria longitudinal relativamente estable, la otra describe una hélice alrededor del tubo. Esta diferencia obliga a utilizar estrategias de seguimiento, adquisición de datos y automatización específicas para cada proceso.
Por esta razón, los fabricantes más avanzados están incorporando sistemas de inspección ultrasónica inline capaces de integrarse con PLCs, robots industriales y plataformas de control de producción. El objetivo ya no es solamente detectar discontinuidades, sino convertir los datos de inspección en información útil para tomar decisiones en tiempo real y mantener la continuidad operativa.
HSAW vs LSAW: Diferencias clave
Aunque ambos procesos utilizan soldadura por arco sumergido (SAW), las diferencias en fabricación influyen directamente en la estrategia de inspección, el seguimiento de la costura y la integración con los sistemas de automatización industrial.
En aplicaciones de alta producción, HSAW suele exigir mayor precisión en el seguimiento de la trayectoria, porque la soldadura helicoidal cambia constantemente de posición respecto al sistema de inspección.
Tabla 1. Diferencias clave en los procesos
| Característica | HSAW | LSAW |
| Nombre completo | Helical Submerged Arc Welding | Longitudinal Submerged Arc Welding |
| Geometría de la costura | Helicoidal (espiral) | Longitudinal (recta) |
| Materia prima | Bobina de acero (coil) | Placa de acero |
| Proceso de conformado | Continuo | Discontinuo |
| Diámetros típicos | Muy grandes | Grandes y medianos |
| Aplicaciones principales | Transporte de fluidos, agua e infraestructura | Gasoductos, oleoductos y aplicaciones de alta presión |
| Complejidad de inspección | Alta | Media |
| Seguimiento de costura | Crítico | Moderado |
| Riesgo principal durante la inspección | Pérdida de seguimiento de la hélice | Desalineación lateral de la costura |
| Tecnologías recomendadas | Phased Array, FMC y TFM | Phased Array y TOFD |
LSAW: Precisión en costuras longitudinales
LSAW (Longitudinal Submerged Arc Welding) utiliza placas de acero conformadas mecánicamente para producir tuberías con costura longitudinal. Debido a su capacidad para soportar altas presiones, este proceso es ampliamente utilizado en gasoductos, oleoductos y aplicaciones estructurales de gran responsabilidad.
Desde la perspectiva de la inspección de soldaduras, las costuras LSAW ofrecen una ventaja importante: la trayectoria de la soldadura permanece alineada con el eje longitudinal del tubo. Esto simplifica el posicionamiento de los transductores y favorece la implementación de sistemas de escaneo estables.
Sin embargo, la estabilidad geométrica no elimina todos los desafíos. Variaciones en la redondez del tubo, pequeñas desviaciones durante el transporte o desalineaciones mecánicas pueden afectar la cobertura acústica del ensayo. Cuando esto ocurre, los haces generados mediante Phased Array pueden perder el ángulo óptimo de incidencia sobre la zona de interés, reduciendo la sensibilidad o generando falsas indicaciones.
En líneas de producción de alta velocidad, incluso desviaciones mínimas pueden traducirse en reprocesos innecesarios, verificaciones adicionales y pérdida de eficiencia operativa.
En aplicaciones de alta presión, las costuras LSAW suelen requerir procedimientos de inspección con elevada cobertura volumétrica para garantizar la integridad de la unión soldada y el cumplimiento de los criterios de aceptación establecidos por el proyecto.
HSAW: El reto de las costuras helicoidales
HSAW (Helical Submerged Arc Welding) utiliza bobinas de acero que se conforman de manera continua para producir tuberías con costura helicoidal. Este método permite fabricar tubos de gran diámetro con elevados niveles de productividad y una excelente adaptación a múltiples aplicaciones industriales.
A diferencia de las costuras longitudinales, las costuras HSAW describen una trayectoria en espiral alrededor del tubo. Esta característica obliga al sistema de inspección a sincronizar simultáneamente el avance longitudinal y la rotación del componente para mantener el seguimiento continuo de la soldadura.

La principal dificultad al inspeccionar costuras HSAW no radica únicamente en la detección de discontinuidades, sino en mantener el seguimiento continuo de la trayectoria helicoidal durante todo el proceso de inspección ultrasónica inline. Cuando la sincronización entre movimiento y adquisición se pierde, incluso por fracciones de segundo, pueden aparecer zonas sin cobertura que afectan la confiabilidad del resultado.
Por esta razón, las líneas modernas para HSAW suelen incorporar sistemas automáticos de seguimiento de costuras HSAW, capaces de corregir la posición de los sensores en tiempo real. Esta capacidad resulta especialmente importante cuando se utilizan tecnologías avanzadas como Phased Array, FMC y TFM, donde la calidad de los datos depende directamente de la precisión mecánica del sistema de escaneo.
API 5L, ASTM A252 e ISO: Requisitos clave
Antes de que una tubería HSAW o LSAW llegue al mercado, debe demostrar que sus soldaduras cumplen requisitos específicos de fabricación e inspección. Dependiendo de la aplicación final, normas como API Spec 5L, ASTM A252, ISO 13588 e ISO 10863 establecen los criterios técnicos que deben seguir los procedimientos de evaluación mediante Phased Array y otras técnicas avanzadas de ensayos no destructivos.
Si deseas profundizar en los requisitos aplicables a ductos para transporte de hidrocarburos, consulta también nuestro contenido sobre soldadura de tuberías, normas y confiabilidad industrial.
Tabla 2. Principales normas aplicables
| Norma | Aplicación principal | Requisito de inspección | Tecnologías utilizadas |
| API Spec 5L | Oleoductos y gasoductos | Verificación de la integridad de soldaduras longitudinales y helicoidales mediante cobertura completa del volumen inspeccionado | UT, Phased Array, TOFD |
| ASTM A252 | Pilotes tubulares estructurales | Evaluación de la calidad de la unión soldada y cumplimiento de requisitos mecánicos | UT, Phased Array |
| ISO 13588 | Uniones soldadas industriales | Requisitos para la aplicación y validación de procedimientos Phased Array | PAUT |
| ISO 10863 | Soldaduras críticas | Criterios para la inspección mediante Difracción de Tiempo de Vuelo | TOFD |
| ISO 17640 | Soldaduras por fusión | Lineamientos para inspección ultrasónica manual y mecanizada (Ver imagen 3) | UT |
El cumplimiento de estos estándares requiere algo más que capacidad de detección. También exige que la inspección pueda integrarse con la velocidad de producción, los sistemas de automatización y los procedimientos de control de calidad. Precisamente ahí es donde las soluciones de arquitectura abierta desarrolladas por TPAC aportan un valor diferencial para los fabricantes de tuberías con costura.
Cómo TPAC elimina cuellos de botella
En la fabricación de tuberías con costura, la inspección no debería convertirse en una barrera para la productividad. Sin embargo, muchas plantas continúan utilizando sistemas que operan como estaciones independientes, generando información valiosa que rara vez se integra con los sistemas encargados de controlar la producción.
Cuando una indicación aparece durante la inspección ultrasónica inline, los equipos tradicionales suelen limitarse a emitir una alarma o registrar un evento para su revisión posterior. Mientras tanto, la línea continúa avanzando o debe detenerse hasta que el personal determine si el resultado representa un defecto real o una falsa indicación.
TPAC aborda este desafío desde una perspectiva diferente. Sus soluciones han sido desarrolladas para funcionar como parte activa del ecosistema de automatización industrial, permitiendo que los datos obtenidos mediante Phased Array se integren directamente con PLCs, robots, scanners y plataformas de supervisión de producción.
Gracias a esta arquitectura abierta, la información generada durante la inspección deja de ser un simple reporte de calidad para convertirse en una herramienta de toma de decisiones en tiempo real. La detección de una indicación puede asociarse automáticamente con la posición exacta del componente, activar procesos de marcaje, generar trazabilidad digital o comunicar eventos directamente a los sistemas de control de la planta.
Para los fabricantes de tubos de gran diámetro, esto significa reducir tiempos de respuesta, minimizar verificaciones innecesarias y mantener la continuidad de producción sin comprometer la confiabilidad de la inspección.
Explorer: Datos en tiempo real para END
A medida que las líneas de fabricación aumentan su velocidad y nivel de automatización, también crece la cantidad de información que debe procesarse durante la inspección. La capacidad de adquirir, analizar y transmitir datos sin generar retrasos se convierte entonces en un factor determinante para la eficiencia de toda la operación.
Explorer fue desarrollado por TPAC para responder a este desafío. Se trata de una plataforma compacta de adquisición de datos diseñada para integrarse directamente en sistemas automatizados de inspección, incluyendo robots, scanners mecanizados y soluciones personalizadas para ensayos no destructivos.
A diferencia de las arquitecturas convencionales, donde la electrónica suele ubicarse lejos del punto de inspección, Explorer permite acercar el sistema de adquisición a los transductores. Esto reduce la longitud del cableado, mejora la calidad de la señal y facilita la integración en aplicaciones donde el espacio disponible es limitado.
Su capacidad de transferencia de datos de hasta 1 GB por segundo permite procesar grandes volúmenes de información en tiempo real, incluso cuando se utilizan técnicas avanzadas como Phased Array, Full Matrix Capture (FMC), Total Focusing Method (TFM), Plane Wave Imaging y Phase Coherence Imaging.
En aplicaciones HSAW, y también en líneas LSAW, esta capacidad resulta especialmente valiosa porque permite mantener una cobertura continua de las soldaduras mientras la línea permanece en movimiento. El resultado es una inspección más eficiente, con mejor resolución y mayor capacidad para detectar discontinuidades relevantes sin afectar el ritmo de producción.
Conoce explorer en acción
Para comprender mejor cómo Explorer combina adquisición de alta velocidad, arquitectura abierta e integración con sistemas automatizados de inspección, te invitamos a ver la entrevista de Inspenet TV con Gavin Dao, Director de Desarrollo de Negocios de TPAC.

Aprendizajes clave de la entrevista
Durante la entrevista, Gavin Dao destaca que Explorer fue desarrollado para resolver uno de los desafíos más frecuentes en la automatización de END: acercar la electrónica de adquisición al punto de inspección sin sacrificar capacidad de procesamiento.
Esta filosofía permite integrar la plataforma en robots, scanners y crawlers industriales, donde el espacio disponible suele ser limitado y la calidad de la señal depende en gran medida de mantener recorridos de cable más cortos entre el transductor y el sistema de adquisición.
Además de su diseño compacto, Explorer incorpora capacidades avanzadas para trabajar con Phased Array, FMC y TFM, facilitando el desarrollo de soluciones personalizadas para aplicaciones industriales que demandan velocidad, flexibilidad e integración con sistemas de control.
APIs y SDKs para automatización industrial
Uno de los aspectos más destacados de la propuesta tecnológica de TPAC es su enfoque de arquitectura abierta. Mientras muchos sistemas de inspección funcionan como plataformas cerradas, Explorer permite que los datos obtenidos durante el ensayo formen parte activa del ecosistema digital de la planta.
A través de APIs y Kits de Desarrollo de Software (SDKs), fabricantes e integradores pueden acceder a la información generada durante la inspección ultrasónica inline y utilizarla dentro de aplicaciones personalizadas para producción, trazabilidad y control de calidad.
Esta flexibilidad permite desarrollar soluciones adaptadas a los requerimientos específicos de cada instalación. Los datos pueden vincularse con PLCs, sistemas MES, robots industriales o plataformas de supervisión, facilitando la automatización de tareas que tradicionalmente requerían intervención manual.
En una línea HSAW, por ejemplo, la detección de una indicación puede activar automáticamente un sistema de marcado o generar una orden de segregación para revisión posterior. En aplicaciones LSAW, los resultados pueden asociarse con números de serie, órdenes de fabricación o registros digitales que facilitan la trazabilidad completa del producto.
Más allá de la detección de discontinuidades, este enfoque convierte la inspección en una fuente estratégica de información para la toma de decisiones. La comunicación en tiempo real entre los sistemas de END y los sistemas de producción permite responder con mayor rapidez a las variaciones del proceso y optimizar el rendimiento general de la planta.
Caso real de producción
En muchas líneas de fabricación de tubos de gran diámetro, los problemas aparecen cuando la producción alcanza su máxima capacidad. Es en ese momento cuando cualquier retraso en la inspección puede convertirse en un cuello de botella para toda la operación.
Imaginemos una línea que fabrica tuberías con costura para aplicaciones energéticas. Durante la inspección de una serie de costuras LSAW, el sistema detecta una indicación repetitiva en la zona de la raíz de la soldadura. Con una arquitectura tradicional, el personal de calidad tendría que revisar manualmente los resultados antes de determinar si se trata de una discontinuidad real o de una variación del proceso.
Con una plataforma integrada como Explorer, la información se procesa y distribuye en tiempo real. El sistema puede identificar la ubicación exacta de la indicación, registrar automáticamente el evento y comunicarlo al sistema de control sin interrumpir el flujo de producción.
El resultado es una respuesta más rápida, una mejor trazabilidad y una reducción significativa de los tiempos asociados a verificaciones adicionales. Para el fabricante, esto significa mantener la productividad mientras conserva la confiabilidad de la inspección.
Más allá de las tuberías
Aunque las aplicaciones HSAW y LSAW representan un escenario ideal para demostrar las capacidades de Explorer, la tecnología desarrollada por TPAC también se utiliza en otros sectores donde la automatización y la calidad de los datos son igualmente importantes.
En la industria aeroespacial, las plataformas de adquisición avanzadas permiten inspeccionar materiales compuestos utilizados en estructuras críticas. En generación de energía, facilitan la evaluación de componentes sometidos a condiciones extremas de operación. Del mismo modo, integradores y desarrolladores utilizan estas herramientas para crear soluciones personalizadas en aplicaciones donde la inspección convencional presenta limitaciones.
Esta versatilidad refleja una de las principales fortalezas de TPAC: ofrecer plataformas abiertas capaces de adaptarse a diferentes desafíos industriales sin depender de configuraciones rígidas o arquitecturas cerradas.
Conecta con los especialistas de TPAC
La modernización de una línea de inspección no depende únicamente del equipo utilizado, sino de la capacidad para integrar adquisición de datos, automatización y control de producción dentro de una misma estrategia tecnológica.
Si tu organización busca optimizar la inspección ultrasónica inline de tuberías HSAW o LSAW, desarrollar aplicaciones personalizadas de Phased Array o implementar soluciones avanzadas de automatización industrial, el equipo de TPAC puede ayudarte a evaluar la alternativa más adecuada para tu operación.
Visita el perfil corporativo de TPAC en el Business Directory de Inspenet para conocer sus plataformas de adquisición, explorar aplicaciones industriales y contactar directamente con sus especialistas técnicos.
Conclusiones
La inspección de tuberías HSAW y LSAW presenta desafíos que van mucho más allá de la detección de discontinuidades. Mantener la cobertura del ensayo, integrarse con la velocidad de producción y convertir los datos en información útil son factores cada vez más importantes para los fabricantes de tuberías con costura.
Las plataformas de arquitectura abierta desarrolladas por TPAC permiten abordar estos desafíos desde una perspectiva diferente. Al combinar adquisición de alta velocidad, tecnologías avanzadas como Phased Array, FMC y TFM, junto con capacidades de integración para automatización industrial, Explorer transforma la inspección ultrasónica inline en una herramienta activa para la toma de decisiones.
A medida que las plantas avanzan hacia modelos de producción más conectados y automatizados, la capacidad de integrar calidad, trazabilidad y productividad en un mismo entorno será un factor decisivo para mantener la competitividad y cumplir con los estándares exigidos por el mercado global.
Referencias
- American Petroleum Institute. (s. f.). API Spec 5L: Specification for line pipe. API Webstore.
- ASTM International. ASTM A252/A252M-19: Standard specification for welded and seamless steel pipe piles. ASTM International.
- Inspenet. (2025, 8 de octubre). Explorer de TPAC: ultrasonido compacto para inspección NDT. https://inspenet.com/inspenet-tv/explorer-inspeccion-ultrasonica-compacta/
- International Organization for Standardization. ISO 13588:2019: Non-destructive testing of welds — Ultrasonic testing — Use of automated phased array technology. ISO.
- International Organization for Standardization. ISO 10863:2020: Non-destructive testing of welds — Ultrasonic testing — Use of time-of-flight diffraction technique (TOFD). ISO.
- The Phased Array Company. (s. f.). Explorer technical datasheet [PDF]. https://thephasedarraycompany.com/wp-content/uploads/2023/12/Explorer_230823.pdf
- The Phased Array Company. (s. f.). TPAC: Non destructive testing. https://thephasedarraycompany.com/
Preguntas frecuentes (FAQs)
¿Cuál es la diferencia entre HSAW y LSAW?
La principal diferencia está en la geometría de la soldadura. Las tuberías HSAW utilizan costuras helicoidales formadas a partir de bobinas de acero, mientras que las tuberías LSAW emplean costuras longitudinales fabricadas a partir de placas. Esta diferencia influye directamente en la estrategia de inspección y en los sistemas de seguimiento utilizados durante el ensayo
¿Por qué se utiliza Phased Array en tuberías?
La tecnología Phased Array permite controlar electrónicamente el haz ultrasónico para inspeccionar diferentes zonas de la soldadura con mayor cobertura y precisión. Esto facilita la detección de discontinuidades en costuras HSAW y costuras LSAW, además de mejorar la productividad en aplicaciones de inspección ultrasónica inline.
¿Qué normas aplican a tuberías con costura?
Dependiendo de la aplicación, las más utilizadas son API Spec 5L para tuberías destinadas al transporte de petróleo y gas, ASTM A252 para pilotes tubulares estructurales, ISO 13588 para procedimientos Phased Array e ISO 10863 para inspecciones mediante TOFD.
¿Qué ventajas aporta una arquitectura abierta?
Una arquitectura abierta permite integrar los datos de inspección con PLCs, robots industriales, sistemas MES y plataformas de producción. Esto mejora la trazabilidad, facilita la automatización de procesos y permite que los resultados obtenidos durante la inspección se conviertan en información útil para la toma de decisiones en tiempo real.
