Table of Contents
- When steel fails without warning: Ductile vs. brittle
- Comparison: Ductile fracture vs. Brittle
- Materials most susceptible to brittle fracture
- Concurrent causes and factors
- The DBTT: The silent point of change
- Why does it occur below the yield strength?
- Lessons from history and the API RP 571 standard
- Modern inspection and structural monitoring technologies
- Key prevention strategies and best practices
- Conclusion
- References
In the process industry, there are failures that announce their arrival through visible deformations and others that simply occur catastrophically. Brittle fracture belongs to this second group: it can occur suddenly, without prior plastic deformation, even in equipment operating within its nominal design and pressure limits. This behavior makes it one of the most critical phenomena for the integrity of metallic structures, pipelines, and pressure vessels.
Its analysis is related to ductile fracture versus brittle fracture, the DBTT, and the guidelines of API RP 571, which describe its damage mechanisms. Understanding its onset conditions and its appearance below the yield strength allows for the anticipation of risks and the improvement of industrial asset integrity.
When steel fails without warning: Ductile vs. brittle
In the field, brittle fracture presents a highly unsettling characteristic: the affected equipment can appear structurally “perfect” just before collapse. Unlike other damage mechanisms, there are no progressive dents or evident wall thinning; it manifests solely as a crack that propagates unstably at sonic speed until it completely separates the material.
This phenomenon represents the antithesis of ductile fracture. Both behaviors differ drastically in metallic materials under the following premises:
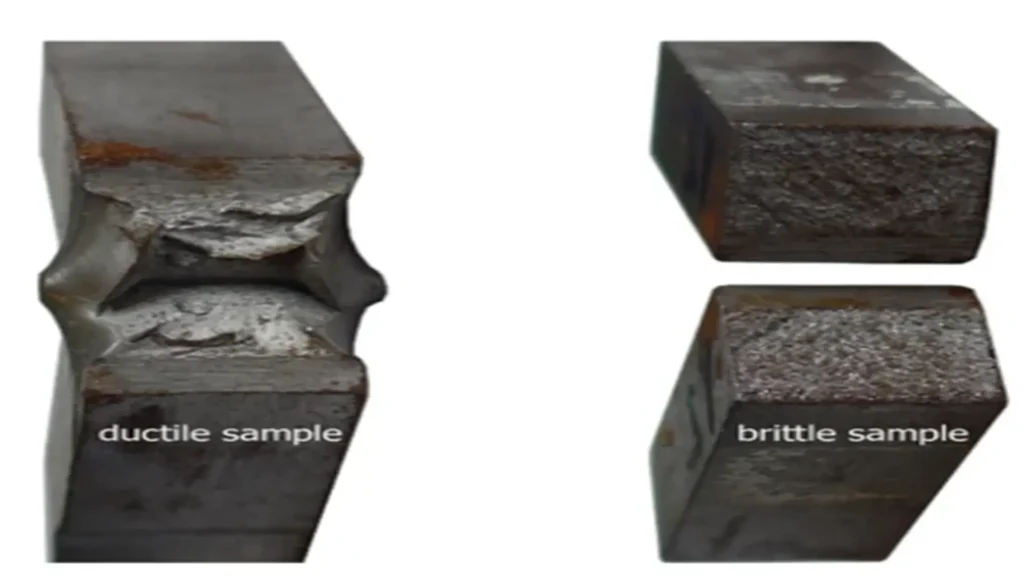
- In ductile fracture: There is high prior plastic deformation, the material absorbs a considerable amount of energy before fracturing, and the failure is inherently progressive, providing time margins for its detection.
- In brittle fracture: Macroscopic deformation is minimal or nonexistent, the crack propagation speed is extremely high, and the rupture occurs suddenly and without prior warning.
The following image illustrates the difference between brittleness and ductility.
Comparison: Ductile fracture vs. Brittle
To properly manage asset integrity, it is essential to understand that ductile fracture and brittle fracture represent two completely opposite mechanical responses to loading.
| Feature | Ductile Fracture | Brittle Fracture |
| Plastic deformation | High and visible (necking, distortion). | Minimal or nonexistent. |
| Energy absorption | High before rupture. | Very low. |
| Propagation speed | Slow and progressive (requires continuous stress). | Extremely fast and self-sustaining. |
| Failure mode | Warns in advance, allowing for intervention. | Sudden and without prior warning. |
Materials most susceptible to brittle fracture
Not all alloys respond in the same way to load demands. In metallurgical and industrial practice, the components most sensitive to experiencing a brittle transition are ferritic carbon steels used in piping and vessels, low-alloy steels in low-temperature service, aged equipment that has suffered a gradual loss of its fracture toughness, and very critically, welded joints.
Influence of welds
Welds and their respective Heat-Affected Zones (HAZ) exponentially increase the risk of brittle fracture. This is due to the confluence of very high thermal residual stresses, unfavorable microstructural alterations (such as the formation of hard and brittle phases), the potential presence of internal manufacturing defects (porosity, lack of fusion, or microcracks), and complex geometric configurations that act as native stress concentrators. Therefore, strict control of welding procedures and inspection through Non-Destructive Testing (NDT) are mandatory.
Concurrent causes and factors
Experience in petrochemical and power generation plants demonstrates that brittle fracture is almost never the result of an isolated cause, but rather the simultaneous coincidence of several critical factors:
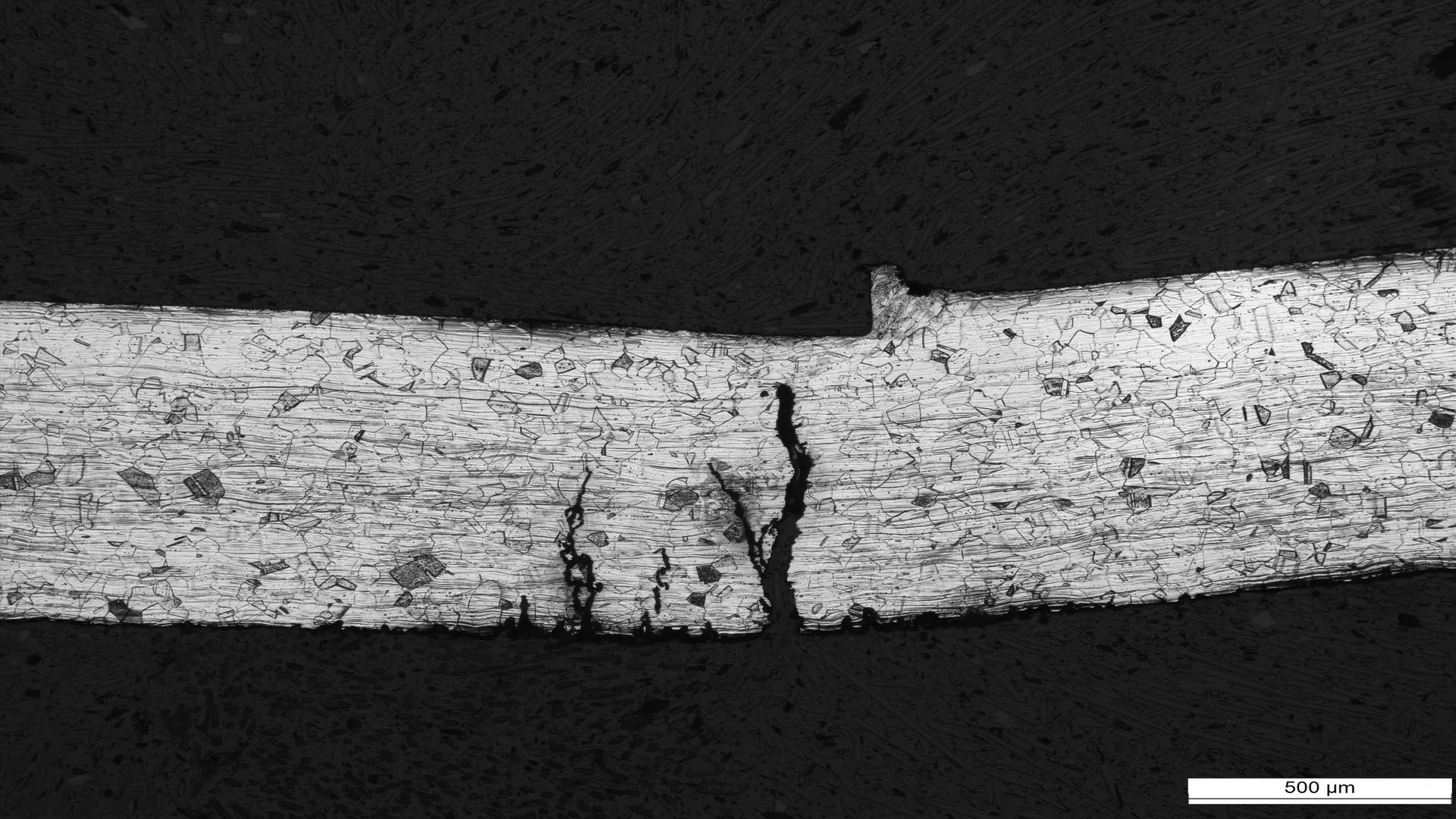
- Presence of pre-existing defects: Fatigue cracks, non-metallic inclusions, laminations, or weld discontinuities act as severe stress concentrators in the material.
- Low operating temperatures: The reduction of ambient or operating temperature constitutes the most frequent trigger in common carbon steels.
- High residual or operating stresses: Remnant stresses from mechanical forming or welding that did not receive post-weld heat treatment add tensile load to the system.
- Impacts or dynamic loads: Shock stresses or rapid transients negate the material’s ability to dissipate energy through plastic deformation.
- High wall thicknesses: Thick sections restrict the plane strain state, forcing a triaxial stress state that suppresses ductility and favors unstable crack propagation.
The DBTT: The silent point of change
The DBTT (Ductile-to-Brittle Transition Temperature) is the key metallurgical variable in mechanical integrity management. It defines the temperature range in which a ferritic material drastically changes its mechanical behavior.
- Above the DBTT: The steel exhibits adequate toughness, absorbs energy, and deforms plastically before fracturing, making the propagation of any crack slow.
- Below the DBTT: The capacity for plastic deformation is reduced to critical levels, the absorbed energy drops to a minimum, and the probability of a sudden brittle fracture increases exponentially.
This physical-chemical transition explains why a large number of catastrophic failures occur during cold plant start-ups, prolonged shutdowns in winter, or equipment pressurizations without adequate prior thermal control.
Why does it occur below the yield strength?
A common error in the field is to assume that if a piece of equipment operates safely below its design yield strength, there is no risk of structural failure. In the mechanics of brittle fracture, this criterion is inapplicable.
The presence of a geometric discontinuity or a microcrack generates a local amplification of stresses at the tip of the defect. Although the global nominal stress of the pipe or vessel is low and lies within the elastic zone, the local stress intensity at the crack tip can exceed the material’s critical fracture toughness ($K_{Ic}$), triggering instantaneous collapse without requiring the entire component to undergo plastic yielding.
Lessons from history and the API RP 571 standard
The most famous historical case of this phenomenon corresponds to the Liberty ships during World War II. Numerous vessels suffered sudden fractures while sailing in cold waters, with some even breaking in half instantaneously. The post-failure investigation revealed the lethal combination of steels with high DBTT, massive continuous welds with hidden defects, and stress concentrators at the hatch corners. This event changed materials engineering forever and prompted the birth of modern fracture mechanics.
Today, the API RP 571 standard formally classifies brittle fracture as a priority damage mechanism in the refining and process industries. The approach of this standard requires analyzing the problem not as a fortuitous event, but as an interactive system where the thermal history of the asset, manufacturing metallurgical variables, actual operational conditions, and the presence of defects must be audited together through a Fitness-For-Service approach.
Modern inspection and structural monitoring technologies
To mitigate this risk predictively, the industry relies on an advanced inspection ecosystem that allows for the mapping of discontinuities before they reach critical dimensions:
- Phased Array Ultrasonic Testing (PAUT): Allows for the detection, sizing, and characterization of internal weld discontinuities with high spatial resolution.
- Time-of-Flight Diffraction (TOFD): The most reliable tool for the accurate sizing of crack height and monitoring its growth in service.
- Acoustic Emission Testing (AET): A highly effective real-time structural monitoring technology that “listens” to the elastic waves emitted by the micropropagation of cracks while the equipment is under operational load.
- API 579-1/ASME FFS-1: Fitness-For-Service criteria that allow for the analytical evaluation of whether a component housing a known defect can continue to operate safely or requires immediate repair.
Key prevention strategies and best practices
Effective prevention of brittle fracture requires a multi-phase strategy spanning from initial design to operational control in the plant:
- Robust metallurgical selection: Specify materials with high fracture toughness, rigorously considering the Minimum Design Metal Temperature (MDMT) and requiring Charpy impact testing according to standards such as ASTM E23.
- Strict operational control: Avoid cold start-ups by maintaining the metal temperature above the DBTT through controlled heating and pressurization curves.
- Optimization of welds and PWHT: Use qualified procedures and apply Post-Weld Heat Treatment (PWHT) to relieve residual stresses and restore toughness in the HAZ.
- Mitigation of stress concentrators: Eliminate abrupt geometric transitions, notches, or gouges through smooth and polished fillet design.
- Mechanical Integrity Programs (RBI): Implement Risk-Based Inspection combined with Fitness-For-Service assessments to proactively manage the remaining useful life of assets.
- Control weld qualityby Using qualified procedures, applying preheating to reduce cooling rates, and performing NDT to detect discontinuities.
Conclusion
Brittle fracture demonstrates that the safety of an industrial asset does not depend exclusively on the nominal tensile strength of its material, but rather on the dynamic interaction between temperature, the presence of microscopic defects, and the stress state. Due to its sudden and catastrophic nature, it demands abandoning reactive maintenance schemes and adopting a rigorous, comprehensive preventive approach. The systematic use of API RP 571 guidelines and fitness-for-service assessments constitute the best tools of modern engineering to neutralize this silent risk before it compromises human and operational safety in the plant.
References
- American Petroleum Institute, & American Society of Mechanical Engineers. (2021). API 579-1/ASME FFS-1: Fitness-For-Service (5th ed.). Washington, DC: American Petroleum Institute.
- American Petroleum Institute. (2020). API RP 571: Damage Mechanisms Affecting Fixed Equipment in the Refining Industry (3rd ed.). Washington, DC: American Petroleum Institute.
- American Society of Mechanical Engineers. (2023). ASME Boiler and Pressure Vessel Code, Section XI: Rules for Inservice Inspection of Nuclear Power Plant Components. New York, NY: ASME.
- ASTM International. (2024). ASTM E1820: Standard Test Method for Measurement of Fracture Toughness. West Conshohocken, PA: ASTM International.
- ASTM International. (2024). ASTM E23: Standard Test Methods for Notched Bar Impact Testing of Metallic Materials. West Conshohocken, PA: ASTM International.
