Tabla de Contenidos
- Cuando el acero falla sin avisar: Dúctil frente a frágil
- Comparativa: Fractura dúctil frente a fractura frágil
- Materiales más susceptibles a la fractura frágil
- La DBTT: El punto de cambio silencioso
- ¿Por qué ocurre por debajo del límite elástico?
- Lecciones de la historia y la normativo de la API RP 571
- Tecnologías modernas de inspección y monitoreo estructural
- Estrategias clave de prevención y mejores prácticas
- Conclusión
- Referencias
En la industria de procesos, existen fallas que anuncian su llegada mediante deformaciones visibles y otras que simplemente ocurren de forma catastrófica. La fractura frágil pertenece a este segundo grupo: puede presentarse de forma repentina, sin deformación plástica previa, incluso en equipos que operan dentro de sus límites de presión y diseño nominales. Este comportamiento la convierte en uno de los fenómenos más críticos para la integridad de estructuras metálicas, tuberías y recipientes a presión.
Su análisis está relacionado con la fractura dúctil frente a fractura frágil, la DBTT y los lineamientos de la API RP 571, que describen sus mecanismos de daño. Comprender sus condiciones de inicio y su aparición por debajo del límite elástico permite anticipar riesgos y mejorar la integridad de los activos industriales.
Cuando el acero falla sin avisar: Dúctil frente a frágil
En campo, la fractura frágil presenta una característica sumamente inquietante: el equipo afectado puede parecer estructuralmente “perfecto” justo antes del colapso. A diferencia de otros mecanismos de daño, no existen abolladuras progresivas ni adelgazamientos evidentes; únicamente se manifiesta una grieta que se propaga de forma inestable a velocidad sónica hasta separar completamente el material.
Este fenómeno representa la antítesis de la fractura dúctil. Ambos comportamientos se diferencian drásticamente en los materiales metálicos bajo las siguientes premisas:
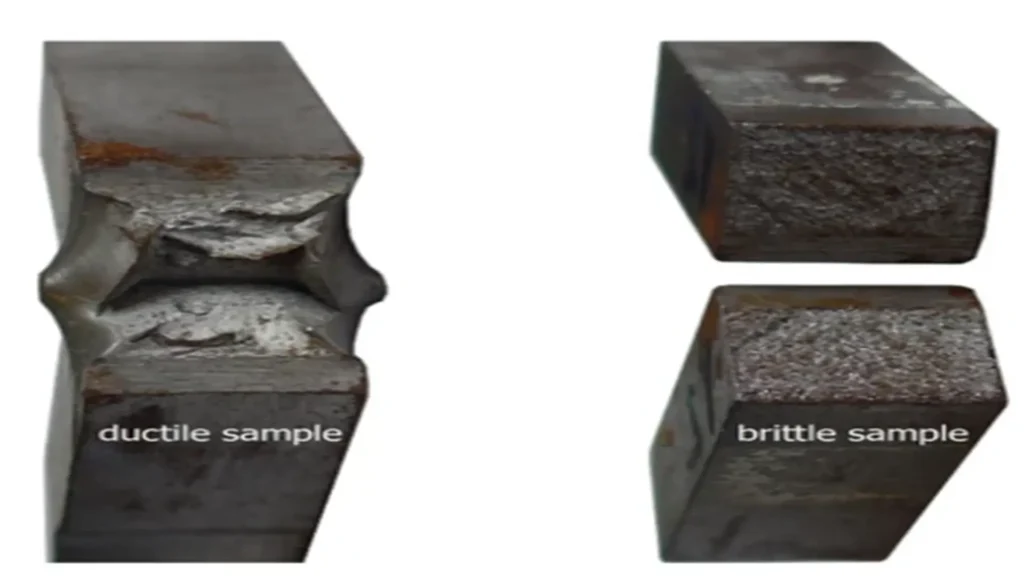
- En la fractura dúctil: Existe una alta deformación plástica previa, el material absorbe una cantidad considerable de energía antes de fracturarse y la falla es intrínsecamente progresiva, otorgando márgenes de tiempo para su detección.
- En la fractura frágil: La deformación macroscópica es mínima o inexistente, la velocidad de propagación de la grieta es extremadamente alta y la ruptura ocurre de forma súbita y sin aviso previo.
En la siguiente imagen se puede apreciar la diferencia entre la ragilidad y la ductilidad.
Comparativa: Fractura dúctil frente a fractura frágil
Para gestionar adecuadamente la integridad de los activos, es esencial entender que la fractura dúctil y la frágil representan dos respuestas mecánicas completamente opuestas ante la carga.
| Característica | Fractura Dúctil | Fractura Frágil |
| Deformación plástica | Alta y visible (cuello de botella, distorsión). | Mínima o inexistente. |
| Absorción de energía | Elevada antes de la rotura. | Muy baja. |
| Velocidad de propagación | Lenta y progresiva (requiere esfuerzo continuo). | Extremadamente rápida y autosostenida. |
| Modo de falla | Avisa previamente, permitiendo la intervención. | Súbita y sin previo aviso. |
Materiales más susceptibles a la fractura frágil
No todas las aleaciones responden de igual manera ante las solicitudes de carga. En la práctica metalúrgica e industrial, los componentes más sensibles a experimentar una transición frágil son los aceros al carbono ferríticos utilizados en tuberías y recipientes, los aceros de baja aleación en servicio de bajas temperaturas, los equipos envejecidos que han sufrido una pérdida paulatina de su tenacidad a la fractura, y de manera muy crítica, las juntas soldadas.
Influencia de las soldaduras
Las soldaduras y sus respectivas Zonas Afectadas por el Calor (ZAC) incrementan exponencialmente el riesgo de fractura frágil. Esto se debe a la confluencia de tensiones residuales térmicas muy elevadas, alteraciones microestructurales desfavorables (como la formación de fases duras y frágiles), la potencial presencia de defectos de fabricación internos (poros, falta de fusión o microfisuras) y configuraciones geométricas complejas que actúan como concentradores de esfuerzo nativos. Por ello, el control estricto de los procedimientos de soldadura y la inspección mediante Ensayos No Destructivos (END) son obligatorios.
Causas y factores concurrentes
La experiencia en plantas petroquímicas y de generación de energía demuestra que la fractura frágil casi nunca es el resultado de una causa aislada, sino de la coincidencia simultánea de varios factores críticos:
- Presencia de defectos preexistentes: Grietas de fatiga, inclusiones no metálicas, laminaciones o discontinuidades de soldadura actúan como severos concentradores de esfuerzos en el material.
- Bajas temperaturas de operación: La reducción de la temperatura ambiente u operativa constituye el disparador más frecuente en aceros al carbono comunes.
- Altas tensiones residuales u operativas: Esfuerzos remanentes del conformado mecánico o de la soldadura que no recibieron tratamiento térmico posterior añaden carga tensional al sistema.
- Impactos o cargas dinámicas: Los esfuerzos de choque o transitorios rápidos anulan la capacidad del material de disipar energía mediante deformación plástica.
- Espesores elevados de pared: Las secciones gruesas restringen el estado de deformación plana, forzando un estado de esfuerzos triaxial que suprime la ductilidad y favorece la propagación inestable de la grieta.
La DBTT: El punto de cambio silencioso
La DBTT (Ductile-to-Brittle Transition Temperature o Temperatura de Transición Dúctil-Frágil) es la variable metalúrgica clave en la gestión de la integridad mecánica. Define el rango de temperatura en el cual un material ferrítico cambia drásticamente su comportamiento mecánico.
- Por encima de la DBTT: El acero exhibe una tenacidad adecuada, absorbe energía y se deforma plásticamente antes de fracturarse, haciendo que la propagación de cualquier grieta sea lenta.
- Por debajo de la DBTT: La capacidad de deformación plástica se reduce a niveles críticos, la energía absorbida cae al mínimo y la probabilidad de una fractura frágil súbita aumenta exponencialmente.
Esta transición físico-química explica por qué una gran cantidad de fallas catastróficas ocurren durante los arranques en frío de las plantas, paradas prolongadas en invierno o presurizaciones de equipos sin un control térmico previo adecuado.
¿Por qué ocurre por debajo del límite elástico?
Un error común en campo es asumir que si un equipo opera de manera segura por debajo de su límite elástico de diseño, no existe riesgo de falla estructural. En la mecánica de la fractura frágil, este criterio es inaplicable.
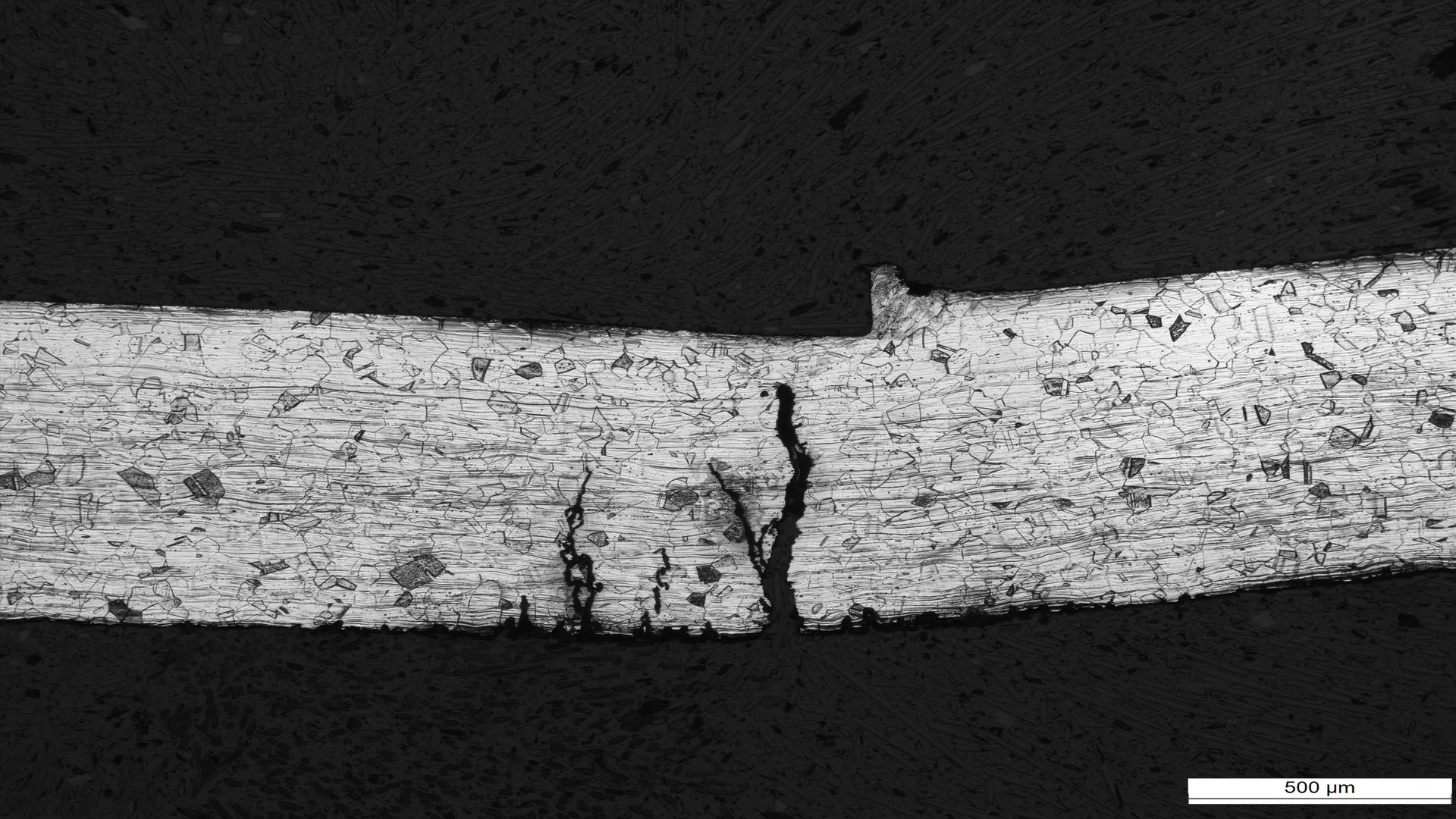
La presencia de una discontinuidad geométrica o una microgrieta genera una amplificación local de tensiones en la punta del defecto. Aunque el esfuerzo nominal global de la tubería o recipiente sea bajo y se encuentre en zona elástica, la intensidad de esfuerzos local en el extremo de la grieta puede superar la tenacidad a la fractura crítica del material (KIc), desencadenando el colapso instantáneo sin necesidad de que todo el componente fluya plásticamente.
Lecciones de la historia y la normativo de la API RP 571
El caso histórico más famoso de este fenómeno corresponde a los buques Liberty durante la Segunda Guerra Mundial. Numerosas embarcaciones sufrieron fracturas repentinas mientras navegaban en aguas frías, llegando incluso a partirse por la mitad de forma instantánea. La investigación post-falla reveló la combinación letal de aceros con alta DBTT, soldaduras continuas masivas con defectos ocultos y concentradores de esfuerzo en las escotillas. Este evento cambió para siempre la ingeniería de materiales e impulsó el nacimiento de la mecánica de fractura moderna.
Hoy en día, la norma API RP 571 clasifica formalmente la fractura frágil como un mecanismo de daño prioritario en la industria de refinación y procesos. El enfoque de esta norma exige analizar el problema no como un evento fortuito, sino como un sistema interactivo donde se deben auditar en conjunto el historial térmico del activo, las variables metalúrgicas de fabricación, las condiciones operacionales reales y la presencia de defectos mediante un enfoque de aptitud para el servicio (Fitness-For-Service).
Tecnologías modernas de inspección y monitoreo estructural
Para mitigar este riesgo de manera predictiva, la industria confía en un ecosistema de inspección avanzada que permite mapear discontinuidades antes de que alcancen dimensiones críticas:
- Ultrasonido Phased Array (PAUT): Permite detectar, dimensionar y caracterizar discontinuidades de soldadura internas con alta resolución espacial.
- Técnica de Difracción de Tiempo de Vuelo (TOFD): La herramienta más confiable para el dimensionamiento exacto de la altura de grietas y el seguimiento de su crecimiento en servicio.
- Emisión Acústica (AET): Una tecnología de monitoreo estructural en tiempo real sumamente efectiva que “escucha” las ondas elásticas emitidas por la micropropagación de grietas mientras el equipo se encuentra bajo carga operativa.
- API 579-1/ASME FFS-1: Criterios de Aptitud para el Servicio que permiten evaluar analíticamente si un componente que alberga un defecto conocido puede continuar operando de forma segura o requiere reparación inmediata.
Estrategias clave de prevención y mejores prácticas
La prevención efectiva de la fractura frágil requiere una estrategia multifásica que abarque desde el diseño inicial hasta el control operativo en planta:
- Selección metalúrgica robusta: Especificar materiales con alta tenacidad a la fractura considerando rigurosamente la Temperatura Mínima de Diseño del Metal (MDMT) y exigiendo ensayos de impacto Charpy según normativas como ASTM E23.
- Control operacional estricto: Evitar arranques en frío manteniendo la temperatura del metal por encima de la DBTT mediante curvas controladas de calentamiento y presurización.
- Optimización de soldaduras y PWHT: Utilizar procedimientos calificados y aplicar Tratamientos Térmicos Post-Soldadura (PWHT) para aliviar las tensiones residuales y restaurar la tenacidad en la ZAC.
- Mitigación de concentradores de esfuerzo: Eliminar transiciones geométricas abruptas, entallas o muescas mediante un diseño liso y pulido de filetes.
- Programas de Integridad Mecánica (IBR): Implementar Inspección Basada en Riesgo combinada con evaluaciones Fitness-For-Service para gestionar proactivamente la vida útil remanente de los activos.
- Controlar la calidad de las soldaduras: Utilizar procedimientos calificados, aplicar precalentamiento para reducir velocidades de enfriamiento, realizar END para detectar discontinuidades.
Conclusión
La fractura por fragilidad demuestra que la seguridad de un activo industrial no depende exclusivamente de la resistencia a la tracción nominal de su material, sino de la interacción dinámica entre la temperatura, la presencia de defectos microscópicos y el estado de esfuerzos. Debido a su naturaleza súbita y catastrófica, exige abandonar los esquemas de mantenimiento reactivo y adoptar un enfoque preventivo integral riguroso. El uso sistemático de los lineamientos de la API RP 571 y las evaluaciones de aptitud para el servicio constituyen las mejores herramientas de la ingeniería moderna para neutralizar este riesgo silencioso antes de que comprometa la seguridad humana y operativa de la planta.
Referencias
- American Petroleum Institute, & American Society of Mechanical Engineers. (2021). API 579-1/ASME FFS-1: Fitness-For-Service (5th ed.). Washington, DC: American Petroleum Institute.
- American Petroleum Institute. (2020). API RP 571: Damage Mechanisms Affecting Fixed Equipment in the Refining Industry (3rd ed.). Washington, DC: American Petroleum Institute.
- American Society of Mechanical Engineers. (2023). ASME Boiler and Pressure Vessel Code, Section XI: Rules for Inservice Inspection of Nuclear Power Plant Components. New York, NY: ASME.
- ASTM International. (2024). ASTM E1820: Standard Test Method for Measurement of Fracture Toughness. West Conshohocken, PA: ASTM International.
- ASTM International. (2024). ASTM E23: Standard Test Methods for Notched Bar Impact Testing of Metallic Materials. West Conshohocken, PA: ASTM International.
