
Table of Contents
- Industrial water treatment
- Critical wastewaters and design matrix
- Graphene in water purification
- Graphene membranes and filtration
- Reverse osmosis and fouling control
- Biofouling and microbiological control
- COD and removal efficiency
- Water quality and pilot validation
- Digital monitoring and new technologies
- Responsible industrial scaling
- Conclusions
- References
- Frequently Asked Questions
The integration of carbon nanomaterials into advanced separation systems is pushing the boundaries of water engineering. When a membrane loses hydrodynamic flow, the cause is not always related to operating pressure: it may be associated with the initial growth of an invisible biofilm.
Industrial water treatment is not limited to simply removing solids or reducing turbidity. Modern operations must control Chemical Oxygen Demand (COD), salts, microorganisms, organic traces, biofouling, and hydraulic stability, especially in streams intended for reuse, regulated discharge, or reverse osmosis (RO) feed.
In advanced separation processes, nanostructured carbon derivatives are being evaluated as selective adsorbents, modified active layers, catalytic supports, and antifouling surfaces. Their application aims to reduce organic loads, limit microbial adhesion, and protect membrane filtration units through early microbiological control and operational validation.
Industrial water treatment
The selection of the process train depends on a comprehensive physicochemical and microbiological characterization of the effluent. Flow rate, temperature, pH, conductivity, suspended solids, oils, metals, COD, total organic carbon (TOC), nutrients, and bio load determine the suitability of each stage.
Without this data, any technology is at risk of being overdesigned, underperforming, or failing prematurely. The complexity increases in the energy, petrochemical, mining, food, pharmaceutical, semiconductor, and advanced manufacturing sectors. A facility may receive brines, surfactants, emulsions, solvents, metals, perfluoroalkyl and polyfluoroalkyl substances (PFAS), or microorganisms adapted to harsh conditions.
Industrial water treatment systems require an integrated structure that includes pretreatment, separation, advanced oxidation, membrane filtration, polishing, and continuous monitoring, tailored to the variability of the effluent and the water quality objective.
Laminar carbon material can be incorporated into adsorbents, antifouling coatings, catalytic nanocomposites, or graphene membranes. Its value lies in its surface area, tunable chemistry, nanoscale channels, and antimicrobial potential. Its incorporation must be validated in real-world water systems, using continuous operational data.
Critical wastewaters and design matrix
Critical wastewater streams combine high organic load, toxicity, salinity, oils, colorants, metals, PFAS, solvents, micropollutants, or microbiological risk. For these streams, removal efficiency must be measured by target contaminant, mass load, process stability, and the final destination of the treated water.
Technology selection must also consider the dominant separation mechanism: density or mass difference, size, diffusion, ionic charge, surface area adsorption, oxidation, or phase change. This approach avoids selecting equipment based on commercial trends and allows for the design of treatment trains consistent with the actual effluent matrix.
To avoid incomplete decisions, the technical matrix must define:
- Priority contaminants: COD, TOC, metals, oils, salts, solids, nutrients, PFAS, or microorganisms.
- Chemical interferences: extreme pH, silica, iron, manganese, residual oxidizing agents, solvents, or surfactants.
- Water use: discharge, industrial reuse, boilers, cooling towers, equipment cleaning, or reverse osmosis (RO) feed
- Acceptance criteria: conductivity, turbidity, SDI, bio load, toxicity, COD, TOC, and regulatory limits.
- Waste management: sludge, brines, concentrates, spent media, or streams containing confined nanomaterials.
Standards provide traceability. ISO 5667 provides guidance on sampling; Standard Methods 5220 and ASTM D1252 apply to COD; ASTM D4189 evaluates the sediment density index (SDI); ASTM D4194 supports reverse osmosis and nanofiltration testing; ISO 9308-1 covers E. coli and coliforms via membrane filtration.
When results support compliance, investment, or the discharge of treated water, the laboratory must operate in accordance with ISO/IEC 17025 criteria.
Graphene in water purification
From a structural standpoint, this layered carbon material is a two-dimensional network of carbon atoms with sp² hybridization. During water purification processes, its functional derivatives are particularly relevant: graphene oxide (GO) contains oxygen-containing groups that promote aqueous dispersion, functionalization, and affinity for polar contaminants.
Reduced graphene oxide (rGO) partially regains conductivity and hydrophobic stability. This family of materials interacts with metals, dyes, aromatic compounds, microorganisms, and organic matter through adsorption, size exclusion, electrostatic interaction, and catalytic processes.
Its most significant application is not to replace the entire treatment plant. The technical benefit lies in reinforcing critical stages: removal of organic traces, reduction of micropollutants, surface modification of membranes, or support for advanced oxidation.
The decision to use it must consider stability, regeneration, potential leaching, chemical compatibility, sludge management, concentrate disposal, and cost per cubic meter treated. If the nanomaterial cannot be recovered, confined, or shown to be stable under representative conditions, its performance does not justify industrial-scale implementation.
Graphene membranes and filtration
Carbon-based active layers operate through interlaminar nanoscale channels, controlled d-spacing, surface charge, and engineered defects. Under laboratory conditions, they can exhibit high permeability and selective rejection of multivalent ions, colloids, and organic compounds.
Industrial scaling up requires controlling water swelling, delamination under pressure, large-area uniformity, and resistance to acidic, alkaline, or oxidizing cleaning agents. These factors determine whether performance can be maintained under cross-flow and continuous operation.
The most viable approach at present is not to immediately replace conventional ultrafiltration or thin-film composite (TFC) reverse osmosis modules. The greatest potential lies in mixed-matrix membranes (MMM), modified active layers, and antifouling surfaces validated at the pilot scale.
| Operational Indicator | Technical Parameter |
| Hydraulic Productivity | Specific flow rate, L/m²·h·bar, and permeability loss |
| Hydrodynamic Resistance | Transmembrane pressure and differential pressure |
| Selectivity | Removal of conductivity, COD, TOC, salts, and specific contaminants |
| Chemical stability | Flow recovery after CIP cleaning |
| Microbiological control | Bacterial reduction, ATP, enzymatic activity, and biofilm formation |
| Environmental risk | Verification of nanomaterial release and concentrate management |
The following video evaluates the operational performance of carbon-based layers.
Reverse osmosis and fouling control
In industrial water reuse, demineralization, and high-purity water production systems, RO units play a central role due to their ionic rejection capacity under design conditions, modular configuration, automation, and compatibility with physicochemical, biological, or membrane pretreatments.
Operational limitations arise when fouling exceeds the capacity of the pretreatment. Oils, colloids, silica, iron, manganese, biodegradable organic matter, and viable bacteria can increase the differential pressure, reduce the normalized flow rate, increase energy consumption, and shorten the service life of the membrane elements.
In complex effluents, RO stability depends on a feed with a controlled sediment density index (SDI), low biodegradable load, and chemical compatibility with the membranes.
Carbon nanomaterials can serve as selective upstream adsorbents, antifouling coatings, or low-roughness hybrid active layers. The operational goal is to reduce interactions that promote mineral scaling, organic fouling, and biofouling before the flow reaches the main module.
Biofouling and microbiological control
In filtration systems, piping, and reverse osmosis units, biofilm formation begins with the adhesion of planktonic bacterial cells to wet surfaces. The cells then secrete extracellular polymeric substances (EPS), creating a matrix that resists hydraulic shear and limits the diffusion of disinfectants.
Microbiological control should be structured as a multi-barrier strategy, not simply as the dosing of biocides. Critical measures include:
- Reduction of assimilable nutrients, such as phosphorus and nitrogen.
- Control of Biodegradable Organic Carbon (BOC).
- Removal of colloids through advanced pretreatment.
- Hydraulic design without dead zones or stagnant areas.
- Disinfection using UV radiation, ozone, or advanced oxidation.
- Compatible dosing of oxidizing and non-oxidizing biocides.
- Clean-in-place (CIP), performed based on the system’s operating conditions and not solely on a schedule.
- Monitoring of standard flow, differential pressure, and bioburden.
GO-modified surfaces can reduce microbial adhesion due to increased hydrophilicity, reduced roughness, and potential oxidative stress mechanisms. This performance must be verified against real matrices, cleaning cycles, and pH variations.
Enzyme activity and ATP
Active bacterial metabolism can be identified before the biofilm causes a loss of flow, an increase in pressure differential, or a reduction in normalized flow. Bioluminescence ATP assays, dehydrogenase assays, esterase assays, quantitative polymerase chain reaction (qPCR), and flow cytometry serve as rapid microbiological analysis methods to adjust pretreatment, dosing, cleaning, or isolation of anomalous streams.
In systems at risk of biofouling, bacterial quantification can rely on technologies such as BactiQuant, which are based on enzymatic activity and fluorescence detection. For continuous monitoring, BactiQuant Online enables the monitoring of bioburden at critical control points, with integration into GSM/SCADA systems, facilitating the early detection of deviations, the optimization of biocides, and the verification of corrective actions in reuse, pretreatment, and reverse osmosis systems.
COD and removal efficiency
Chemical Oxygen Demand (COD) represents the amount of oxygen required to chemically oxidize the oxidizable matter present in a water sample. In industrial water treatment, it is a critical parameter because high organic loads consume oxidants, fuel biological fouling, affect effluent quality, and limit water reuse projects.
Carbon-based materials can help increase COD removal efficiency through three mechanisms: adsorption of organic macromolecules, molecular separation via membrane filtration, and use as a catalytic support in advanced oxidation processes.
Removing COD does not always eliminate toxicity, and reducing turbidity is not equivalent to effective microbiological control. A robust treatment strategy must correlate COD with TOC, UV254, the BOD5/COD ratio, toxicity, conductivity, and microbiological dynamics. To protect advanced filtration assets, the strategy must be phased.
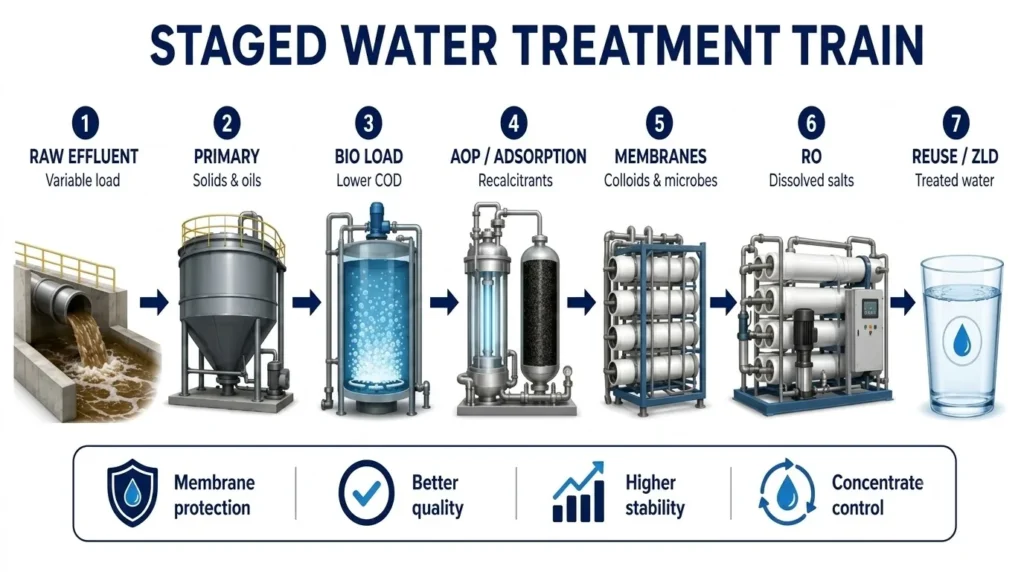
This process train helps reduce the impact of variable loads, protect membranes, improve water quality, and control concentrate production.
Water quality and pilot validation
Quality specifications must be defined based on the intended use of the water. For process reuse, strict limits may be required for conductivity, hardness, reactive silica, COD, TOC, turbidity, SDI, heterotrophic bacteria, endotoxins (where applicable), metals, and specific compounds.
For discharge, criteria focus on environmental permits, toxicity, suspended solids, pH, oils, fats, and nutrients. Pilot validation using actual water and continuous flow is essential before scaling up technologies involving nanomaterials.
These tests must verify:
- Actual removal efficiency: retention by specific contaminant, not just visual improvement.
- Hydrodynamic stability: specific flow rate, recovery, transmembrane pressure, and ΔP.
- Chemical resistance: performance after acidic, alkaline, or oxidizing CIP cycles.
- Absence of detectable shedding: analytical monitoring of the nanomaterial in the permeate.
- Waste management: treatment, containment, or disposal of brines and sludge.
- Repeatability: performance under changes in load, pH, temperature, and bioburden.
- Total cost: energy, chemicals, cleaning, replacement, waste management, and maintenance.
Digital monitoring and new technologies
Hybrid plants incorporate inline sensors, selective membranes, electrochemical oxidation, photocatalysis, machine learning, and digital twins to anticipate permeability loss, COD increases, and microbiological deviations. Conductivity, pH, ORP, turbidity, UV254, differential pressure (ΔP), normalized flow, temperature, and ATP feed into predictive control models.
Digitalization complements laboratory work by correlating operational variables with chemical analyses, membrane inspections, and mass balances. Using validated data, the system can recommend condition-based CIP cleanings, adjust biocide levels, modify recovery rates, or trigger alarms before water quality is compromised.
Veolia’s video “Making Industrial Water Operations Flow Smoothly” presents digital solutions applied to industrial water and wastewater treatment to improve operational continuity, anticipate deviations, and optimize resource management in industrial plants.
Responsible industrial scaling
Nanotechnology-based industrial water treatment solutions must be evaluated for reproducibility, mechanical stability, total cost, commercial availability, toxicological assessment, and compatibility with existing equipment.
The recommended technical approach is to select a critical stream, implement a pilot module, and compare its performance against activated carbon, resins, advanced oxidation, or polymeric membranes.
The evaluation should document service life, flow recovery, energy consumption, cleaning frequency, removal efficiency, concentrate composition, and operational risk. Only with this information can it be determined whether the innovation improves system reliability or justifies investment compared to mature technologies.
Conclusions
The treatment of industrial wastewater using nanostructured carbon materials is feasible, state-of-the-art, and technically relevant when integrated into validated process trains. Its greatest contribution lies in reinforcing critical stages of water purification, protecting reverse osmosis units, reducing organic loads, and improving microbiological control against biological fouling.
The decision to scale up should be based on normalized permeability, selectivity, COD reduction, chemical stability, CIP compatibility, concentrate balance, and total cost per cubic meter treated. Furthermore, advances in microbiological control will increasingly depend on rapid analysis, enzyme activity measurement, bioburden tracking, and predictive monitoring in accordance with regulatory criteria.
References
- Graphene Oxide for Water Treatment: Transforming the Future of Water Purification. Ultra Nano Tech, 2025.
- ISO 5667-1:2023. Water quality — Sampling — Guidance on the design of sampling programmes and sampling techniques.
- ASTM D4194. Operating characteristics of reverse osmosis and nanofiltration devices.
- Graphene oxide-based membranes for water desalination and purification. Nature, 2024.
Frequently Asked Questions
How can graphene improve water purification?
It improves purification when graphene is integrated as an adsorbent, antifouling coating, catalytic support, or hybrid membrane within a well-designed treatment train. Before applying it, the matrix must be characterized, target contaminants defined, and efficiency validated in a pilot test using actual water.
What are the advantages of reverse osmosis?
It offers high removal of salts and dissolved compounds, modularity, and automated control. Its performance depends on pretreatment, SDI, microbiological control, chemical cleaning, hydraulic recovery, and standardized flow monitoring.
How can industrial water quality be ensured?
It is ensured through representative sampling, standardized methods, online monitoring, a traceable laboratory, and criteria based on intended use. COD, TOC, turbidity, conductivity, SDI, microbiology, pressure, flow, and recovery must be correlated.
What are the current limitations of graphene membranes?
Their limitations include uniform manufacturing, cross-flow stability, swelling control, delamination prevention, CIP resistance, scaling, and environmental assessment. Therefore, carbon laminate membranes must be validated in real matrices before permanent operation.
How can biofouling be controlled without overdosing?
It is controlled by reducing nutrients, COD, solids, and colloids upstream of the membranes; avoiding dead zones; monitoring ATP or enzymatic activity; using compatible biocides; and cleaning based on conditions.
