
Tabla de Contenidos
- Tratamiento de aguas industriales
- Aguas críticas y matriz de diseño
- Grafeno en purificación de agua
- Membranas de grafeno y filtración
- Ósmosis inversa y control del fouling
- Biofouling y control microbiológico
- DQO y eficiencia de remoción
- Calidad del agua y validación piloto
- Monitoreo digital y nuevas tecnologías
- Escalamiento industrial responsable
- Conclusiones
- Referencias
- Preguntas frecuentes
La integración de nanomateriales de carbono en sistemas de separación avanzados está cambiando los límites de la ingeniería hídrica. Cuando una membrana pierde flujo hidrodinámico, la causa no siempre está en la presión de operación: puede estar asociada al crecimiento inicial de una biopelícula invisible.
El tratamiento de aguas industriales no se limita solo a remover sólidos o reducir turbidez. La operación moderna debe controlar Demanda Química de Oxígeno (DQO), sales, microorganismos, trazas orgánicas, biofouling y estabilidad hidráulica, especialmente en corrientes destinadas a reúso, descarga regulada o alimentación de ósmosis inversa (OI).
En los procesos de separación avanzada, los derivados de carbono nanoestructurado se evalúan como adsorbentes selectivos, capas activas modificadas, soportes catalíticos y superficies antifouling. Su aplicación busca reducir cargas orgánicas, limitar la adhesión microbiana y proteger unidades de filtración por membranas mediante control microbiológico temprano y validación operativa.
Tratamiento de aguas industriales
La selección del tren de proceso depende de una caracterización fisicoquímica y microbiológica completa del efluente. Caudal, temperatura, pH, conductividad, sólidos suspendidos, aceites, metales, DQO, carbono orgánico total (TOC), nutrientes y biocarga definen la compatibilidad de cada etapa.
Sin esa matriz, cualquier tecnología está expuesta a sobrediseño, bajo rendimiento o fallas tempranas. La complejidad aumenta en energía, petroquímica, minería, alimentos, farmacéutica, semiconductores y manufactura avanzada. Una instalación puede recibir salmueras, surfactantes, emulsiones, solventes, metales, sustancias perfluoroalquiladas y polifluoroalquiladas (PFAS) o microorganismos adaptados a condiciones severas.
Los sistemas de tratamiento de aguas industriales requieren una estructura integrada con pretratamiento, separación, oxidación avanzada, filtración por membranas, pulimiento y monitoreo continuo, ajustada a la variabilidad del efluente y al objetivo de calidad del agua.
El material laminar de carbono puede incorporarse en adsorbentes, recubrimientos antifouling, nanocompuestos catalíticos o membranas de grafeno. Su valor está en el área superficial, la química ajustable, los canales nanométricos y el potencial antimicrobiano. Su incorporación debe validarse en agua real, con datos de operación continua.
Aguas críticas y matriz de diseño
Las aguas residuales críticas combinan alta carga orgánica, toxicidad, salinidad, aceites, colorantes, metales, PFAS, solventes, microcontaminantes o riesgo microbiológico. En estas corrientes, la eficiencia de remoción debe medirse por contaminante objetivo, carga másica, estabilidad del proceso y destino final del agua tratada.
La selección tecnológica también debe considerar el mecanismo dominante de separación: diferencia de densidad o masa, tamaño, difusión, carga iónica, adsorción por área superficial, oxidación o cambio de fase. Este criterio evita combinar equipos por tendencia comercial y permite diseñar trenes de tratamiento coherentes con la matriz real del efluente.
Para evitar decisiones incompletas, la matriz técnica debe definir:
- Contaminantes prioritarios: DQO, TOC, metales, aceites, sales, sólidos, nutrientes, PFAS o microorganismos.
- Interferencias químicas: pH extremo, sílice, hierro, manganeso, oxidantes residuales, solventes o surfactantes.
- Destino del agua: descarga, reúso industrial, calderas, torres de enfriamiento, limpieza de equipos o alimentación de ósmosis inversa (OI)
- Criterios de aceptación: conductividad, turbidez, SDI, biocarga, toxicidad, DQO, TOC y límites regulatorios.
- Gestión de rechazos: lodos, salmueras, concentrados, medios agotados o corrientes con nanomateriales confinados.
Las normas aportan trazabilidad. ISO 5667 orienta el muestreo; Standard Methods 5220 y ASTM D1252 se aplican para DQO; ASTM D4189 evalúa el índice de densidad de sedimentos (SDI); ASTM D4194 apoya pruebas de ósmosis inversa y nanofiltración; ISO 9308-1 cubre E. coli y coliformes por filtración por membranas.
Cuando los resultados sustentan cumplimiento, inversión o liberación de agua tratada, el laboratorio debe operar bajo criterios de ISO/IEC 17025.
Grafeno en purificación de agua
Desde el punto de vista estructural, el material laminar de carbono es una red bidimensional de átomos de carbono con hibridación sp², durante el procesamiento de purificación de agua, sus derivados funcionales son especialmente relevantes: el óxido de grafeno (GO) incorpora grupos oxigenados que favorecen dispersión acuosa, funcionalización y afinidad con contaminantes polares.
El óxido reducido (rGO) recupera parcialmente conductividad y estabilidad hidrofóbica. Esta familia interactúa con metales, colorantes, compuestos aromáticos, microorganismos y materia orgánica mediante adsorción, exclusión por tamaño, interacción electrostática y procesos catalíticos.
Su aplicación más significativa no es reemplazar toda la planta. El aporte técnico está en reforzar etapas críticas: pulimiento de trazas orgánicas, reducción de microcontaminantes, modificación superficial de membranas o soporte para oxidación avanzada.
La decisión de uso debe considerar estabilidad, regeneración, posible lixiviación, compatibilidad química, gestión de lodos, destino del concentrado y costo por metro cúbico tratado. Si el nanomaterial no puede recuperarse, confinarse o demostrar estabilidad en condiciones representativas, su rendimiento no justifica el escalamiento industrial.
Membranas de grafeno y filtración
Las capas activas basadas en carbono operan mediante canales nanométricos interlaminares, espaciamiento controlado (d-spacing), carga superficial y defectos diseñados. En condiciones de laboratorio pueden mostrar alta permeabilidad y rechazo selectivo de iones multivalentes, coloides y compuestos orgánicos.
El escalamiento industrial exige controlar el hinchamiento hídrico (swelling), la delaminación bajo presión, la uniformidad de gran área y la resistencia a limpiezas ácidas, alcalinas u oxidantes. Estos factores definen si el desempeño puede mantenerse en flujo cruzado y operación continua.
Su implementación más viable actualmente no consiste en reemplazar de forma inmediata los módulos convencionales de ultrafiltración u ósmosis inversa de película delgada compuesta (TFC). El mayor potencial está en membranas de matriz mixta (MMM), capas activas modificadas y superficies antifouling validadas en piloto.
Los indicadores mínimos para validar membranas avanzadas deben incluir:
| Indicador operativo | Parámetro técnico |
| Productividad hidráulica | Flujo específico, L/m²·h·bar, y pérdida de permeabilidad |
| Resistencia hidrodinámica | Presión transmembrana y presión diferencial |
| Selectividad | Remoción de conductividad, DQO, TOC, sales y contaminantes específicos |
| Estabilidad química | Recuperación de flujo después de limpieza CIP |
| Control microbiológico | Reducción bacteriana, ATP, actividad enzimática y formación de biofilm |
| Riesgo ambiental | Verificación de desprendimiento del nanomaterial y manejo de concentrados |
En el siguiente video se evalúa el comportamiento operacional de las capas basadas en carbono.
Ósmosis inversa y control del fouling
En los sistemas de reúso industrial, desmineralización y producción de agua de alta pureza, las unidades de OI mantienen un papel central por su capacidad de rechazo iónico bajo condiciones de diseño, configuración modular, automatización y compatibilidad con pretratamientos físico-químicos, biológicos o de membranas.
El límite operativo aparece cuando el fouling supera la capacidad del pretratamiento. Aceites, coloides, sílice, hierro, manganeso, materia orgánica biodegradable y bacterias viables pueden elevar la presión diferencial, reducir el flujo normalizado, aumentar el consumo energético y acortar la vida útil de los elementos.
En efluentes complejos, la estabilidad de la OI depende de una alimentación preparada con índice de densidad de sedimentos (SDI) controlado, baja carga biodegradable y compatibilidad química con las membranas, baja carga biodegradable y compatibilidad química con las membranas.
Los nanomateriales de carbono pueden aportar como adsorbentes selectivos aguas arriba, recubrimientos antifouling o capas activas híbridas de baja rugosidad. El objetivo operativo es disminuir interacciones que favorecen la incrustación mineral, fouling orgánico y biofouling antes de que la corriente alcance el módulo principal.
Biofouling y control microbiológico
En sistemas de filtración, tuberías y unidades de ósmosis inversa, la formación de biopelículas se inicia con la adhesión de células bacterianas en fase planctónica a superficies húmedas. Luego, secretan Sustancias Poliméricas Extracelulares (EPS), creando una matriz que resiste el cizallamiento hidráulico y limita la difusión de desinfectantes.
El control microbiológico debe estructurarse como una estrategia de barreras múltiples, no como una simple dosificación de biocidas. Entre las acciones críticas se encuentran:
- Reducción de nutrientes asimilables, como fósforo y nitrógeno.
- Control del Carbono Orgánico Biodegradable (AOC).
- Remoción de coloides mediante pretratamiento avanzado.
- Diseño hidráulico sin zonas muertas o estancamientos.
- Desinfección con radiación UV, ozono u oxidación avanzada.
- Dosificación compatible de biocidas oxidantes y no oxidantes.
- Limpieza en sitio (CIP), aplicada según la condición operativa del sistema y no solo por calendario.
- Seguimiento de flujo normalizado, presión diferencial y biocarga.
Las superficies modificadas con GO pueden disminuir la adhesión microbiana por mayor hidrofilicidad, menor rugosidad y posibles mecanismos de estrés oxidativo. Este desempeño debe comprobarse frente a matrices reales, ciclos de limpieza y variaciones de pH.
Actividad enzimática y ATP
El metabolismo bacteriano activo puede identificarse antes de que el biofilm genere pérdida de flujo, aumento de presión diferencial o reducción del flujo normalizado. Ensayos de ATP por bioluminiscencia, deshidrogenasa, esterasa, reacción en cadena de la polimerasa cuantitativa (qPCR) y citometría de flujo funcionan como métodos de análisis microbiológico rápido para ajustar pretratamiento, dosificación, limpieza o aislamiento de corrientes anómalas.
En sistemas con riesgo de biofouling, la cuantificación bacteriana puede apoyarse en tecnologías como BactiQuant, basadas en actividad enzimática y detección por fluorescencia. Para monitoreo continuo, BactiQuant Online permite supervisar biocarga en puntos críticos de control, con integración a GSM/SCADA, facilitando la detección temprana de desviaciones, la optimización de biocidas y la verificación de acciones correctivas en circuitos de reúso, pretratamiento y ósmosis inversa.
DQO y eficiencia de remoción
La Demanda Química de Oxígeno (DQO) expresa el oxígeno requerido para oxidar químicamente la materia oxidable presente en una muestra hídrica. En tratamiento de aguas industriales, es un parámetro crítico porque las cargas orgánicas elevadas consumen oxidantes, alimentan el ensuciamiento biológico, afectan descarga y limitan proyectos de reúso.
Los derivados de carbono pueden contribuir a incrementar la eficiencia de remoción de DQO mediante tres mecanismos: adsorción de macromoléculas orgánicas, separación molecular mediante filtración por membranas y uso como soporte catalítico en oxidación avanzada.
Remover DQO no siempre elimina la toxicidad, y reducir la turbidez no equivale a un control microbiológico efectivo. Una arquitectura robusta debe correlacionar DQO con TOC, UV254, relación DBO5/DQO, toxicidad, conductividad y dinámica microbiológica. Para proteger activos de filtración avanzada, la estrategia debe ser escalonada.
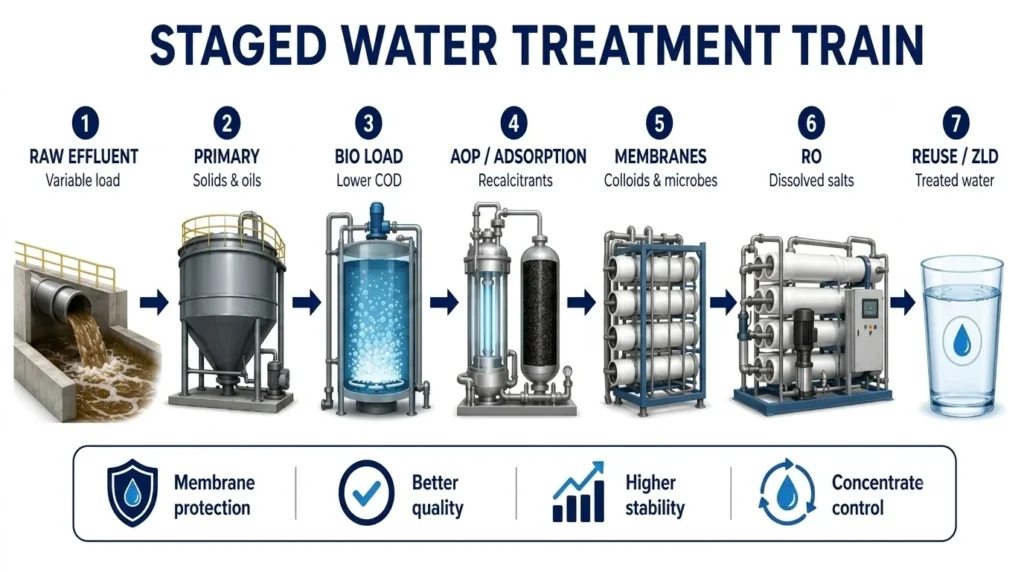
Este tren permite reducir el impacto de cargas variables, proteger membranas, mejorar la calidad del agua y controlar la generación de concentrados.
Calidad del agua y validación piloto
La especificación de calidad debe definirse según el destino del recurso. Para reúso en proceso pueden requerirse límites estrictos de conductividad, dureza, sílice reactiva, DQO, TOC, turbidez, SDI, bacterias heterótrofas, endotoxinas cuando aplique, metales y compuestos específicos.
Para descarga, los criterios se enfocan en permisos ambientales, toxicidad, sólidos suspendidos, pH, aceites, grasas y nutrientes. La validación piloto con agua real y flujo continuo es fundamental antes de escalar tecnologías con nanomateriales.
Estas pruebas deben certificar:
- Eficiencia de remoción real: retención por contaminante específico, no solo mejora visual.
- Estabilidad hidrodinámica: flujo específico, recuperación, presión transmembrana y ΔP.
- Resistencia química: desempeño después de ciclos CIP ácidos, alcalinos u oxidantes.
- Ausencia de desprendimiento detectable: control analítico del nanomaterial en permeado.
- Gestión de rechazos: tratamiento, confinamiento o disposición de salmueras y lodos.
- Repetibilidad: desempeño bajo cambios de carga, pH, temperatura y biocarga.
- Costo total: energía, químicos, limpieza, reposición, manejo de residuos y mantenimiento.
Monitoreo digital y nuevas tecnologías
Las plantas híbridas incorporan sensores en línea, membranas selectivas, oxidación electroquímica, fotocatálisis, aprendizaje automático y gemelos digitales para anticipar pérdida de permeabilidad, incrementos de DQO y desviaciones microbiológicas. Conductividad, pH, ORP, turbidez, UV254, presión diferencial (ΔP), flujo normalizado, temperatura y ATP alimentan modelos de control predictivo.
La digitalización complementa al laboratorio al correlacionar variables operativas con análisis químicos, inspección de membranas y balances de masa. Con datos validados, el sistema puede recomendar limpiezas CIP por condición, ajustar biocidas, modificar recuperación o activar alarmas antes de comprometer la calidad del agua.
El video “Making Industrial Water Operations Flow Smoothly”, de Veolia, presenta soluciones digitales aplicadas al tratamiento industrial de agua y aguas residuales para mejorar la continuidad operativa, anticipar desviaciones y optimizar la gestión de recursos en plantas industriales.
Escalamiento industrial responsable
Las soluciones para el tratamiento de aguas industriales basadas en nanotecnología deben evaluarse por reproducibilidad, estabilidad mecánica, costo total, disponibilidad comercial, evaluación toxicológica y compatibilidad con equipos existentes.
La ruta técnica recomendable es seleccionar una corriente crítica, implementar un módulo piloto y comparar su desempeño frente a carbón activado, resinas, oxidación avanzada o membranas poliméricas.
La evaluación debe documentar vida útil, recuperación de flujo, consumo energético, frecuencia de limpiezas, eficiencia de remoción, composición del concentrado y riesgo operativo. Solo con esta información puede definirse si la innovación mejora la confiabilidad del sistema o justifica inversión frente a tecnologías maduras.
Conclusiones
El tratamiento de aguas industriales con materiales nanoestructurados de carbono es factible, moderno y técnicamente relevante cuando se integra en trenes de proceso validados. Su mayor aporte está en reforzar etapas críticas de purificación de agua, proteger unidades de ósmosis inversa, reducir cargas orgánicas y mejorar el control microbiológico frente al ensuciamiento biológico.
La decisión de escalamiento debe sustentarse en permeabilidad normalizada, selectividad, reducción de DQO, estabilidad química, compatibilidad CIP, balance de concentrados y costo total por metro cúbico tratado. Además, el avance del control microbiológico dependerá cada vez más de análisis rápidos, medición de actividad enzimática, seguimiento de biocarga y monitoreo predictivo bajo criterios normativos.
Referencias
- Graphene Oxide for Water Treatment: Transforming the Future of Water Purification. Ultra Nano Tech, 2025.
- ISO 5667-1:2023. Water quality — Sampling — Guidance on the design of sampling programmes and sampling techniques.
- ASTM D4194. Operating characteristics of reverse osmosis and nanofiltration devices.
- Graphene oxide-based membranes for water desalination and purification. Nature, 2024.
Preguntas frecuentes
¿Cómo mejorar la purificación con grafeno?
Mejora cuando el grafeno se integra como adsorbente, recubrimiento antifouling, soporte catalítico o membrana híbrida dentro de un tren bien diseñado. Antes de aplicarlo, se debe caracterizar la matriz, definir contaminantes objetivo y validar eficiencia en piloto con agua real.
¿Cuáles son las ventajas de la ósmosis inversa?
Ofrece alta remoción de sales y compuestos disueltos, modularidad y control automatizado. Su desempeño depende del pretratamiento, SDI, control microbiológico, limpieza química, recuperación hidráulica y seguimiento de flujo normalizado.
¿Cómo garantizar la calidad del agua industrial?
Se garantiza con muestreo representativo, métodos normalizados, monitoreo en línea, laboratorio trazable y criterios por uso. Deben correlacionarse DQO, TOC, turbidez, conductividad, SDI, microbiología, presión, flujo y recuperación.
¿Qué limita las membranas de grafeno hoy?
Sus límites son fabricación uniforme, estabilidad en flujo cruzado, control del swelling, prevención de delaminación, resistencia a CIP, escalamiento y evaluación ambiental. Por eso, las membranas de material laminar de carbono deben validarse en matrices reales antes de operación permanente.
¿Cómo controlar el biofouling sin sobredosificar?
Se controla reduciendo nutrientes, AOC, sólidos y coloides antes de membranas; evitando zonas muertas; monitoreando ATP o actividad enzimática; usando biocidas compatibles; y limpiando por condición. Sobredosificar puede dañar membranas y generar subproductos.
