
Table of Contents
- Hybrid manufacturing in industrial production
- Integration of 3D printing and CNC machining
- Current hybrid manufacturing technologies
- Additive manufacturing with CNC finishing
- Standards and qualification of the hybrid process
- Advantages of hybrid manufacturing
- Sectors with the highest value for hybrid manufacturing
- How to improve precision in hybrid parts
- When to use hybrid manufacturing
- Conclusions
- References
- Frequently Asked Questions (FAQs)
Hybrid manufacturing combines additive manufacturing and subtractive processes within a single production line, with a clear technical goal: to build complex geometries and finish critical surfaces with verifiable precision. In practice, hybrid manufacturing allows for the creation of a preform using industrial 3D printing, followed by the completion of recesses, threads, sealing surfaces, and mounting surfaces via CNC machining.
This convergence expands the capabilities of a modern workshop. Additive manufacturing provides geometric freedom, weight reduction, localized repair, and efficient material usage; CNC machining delivers tolerances, controlled surface roughness, repeatability, and compatibility with dimensional inspection. For high-value components, critical parts, and geometries that are difficult to machine, hybrid manufacturing allows for the production, repair, and validation of mechanical parts with greater process control.
Hybrid manufacturing in industrial production
Hybrid manufacturing integrates design, material, deposition, heat treatment, clamping, machining, measurement, and inspection into a validated manufacturing process. Its true value becomes apparent when a part requires geometries that conventional machining cannot efficiently produce, or when the deposited material requires finished surfaces with tight tolerances.
In a hybrid part, the final shape is only part of the analysis. It also matters how the preform was generated, what filler material was used, what thermal parameters were applied, what excess material remained, what datum guided the machining, and what method confirmed final conformity. This logic transforms industrial 3D printing into a production tool, not a resource limited to prototypes.
NIST (National Institute of Standards and Technology) has documented that post-processing or integrated machining of AM (Additive Manufacturing) parts presents its own challenges, because additively manufactured material may have surface, thermal, and metallurgical conditions that differ from those of a conventional part.
Integration of 3D printing and CNC machining
The integration of industrial 3D printing and CNC machining can be applied at three levels. The first is sequential: the part is printed, removed, heat-treated, and then machined. The second is cellular: the printer, CNC, metrology, and robotic handling work as a connected line. The third is a true hybrid: a single machine alternates between deposition and cutting, maintaining more stable geometric references.
Each transfer between machines can introduce errors in alignment, datum, thermal expansion, concentricity, or clamping. In sequential workflows, zero-point clamping systems help reference the printed part within the milling machine’s work volume, reducing alignment losses between the preform and the final machining.
Preform, datum, and excess material
The preform is the technical starting point for a hybrid part. Additive manufacturing must produce a geometry that closely approximates the net shape, with sufficient material in the areas to be machined and with accessible reference points for measurement, clamping, and finishing.
This excess material is defined in CAD (Computer-Aided Design) / CAM (Computer-Aided Manufacturing), taking into account shrinkage, distortion, build orientation, tool accessibility, part stiffness, and clamping strategy. For metal parts, the irregular surface layer, potential near-surface porosity, and the heat-affected zone (where applicable) must also be considered.
CNC machining completes the part’s industrial function in sealing seats, housings, calibrated bores, threads, slots, mounting faces, and profiles subjected to fatigue.
Current hybrid manufacturing technologies
The most representative technologies in hybrid manufacturing focus on metal, advanced repair, and near-net-shape parts. In DED (Directed Energy Deposition) or LMD (Laser Metal Deposition), material is deposited in the form of powder or wire using an energy source—typically a laser, arc, or concentrated energy beam—and is then machined to achieve final dimensions.
The most advanced hybrid platforms integrate metal deposition, milling, turning, grinding, 3D scanning, thermal monitoring, and working distance control within a single cell or multi-axis machine. This architecture reduces clamping changes, improves the preservation of geometric references, and allows for alternating additive construction with subtractive finishing in critical areas.
As a visual reference for the concept, this video on DED hybrid manufacturing demonstrates how metal deposition and CNC machining can be integrated into a single platform to manufacture, repair, and finish complex parts. Courtesy of: DMG MORI.
Most commonly used hybrid processes
The choice of technology depends on the part size, material, deposition rate, required finish level, and the criticality of the component. In practice, CNC machining can be used for final finishing, dimensional correction, surface smoothing, or restoration of functional features.
| Technology | Primary Applications | Role of CNC |
|---|---|---|
| DED/LMD | Repair and metal cladding | Finishing of critical areas |
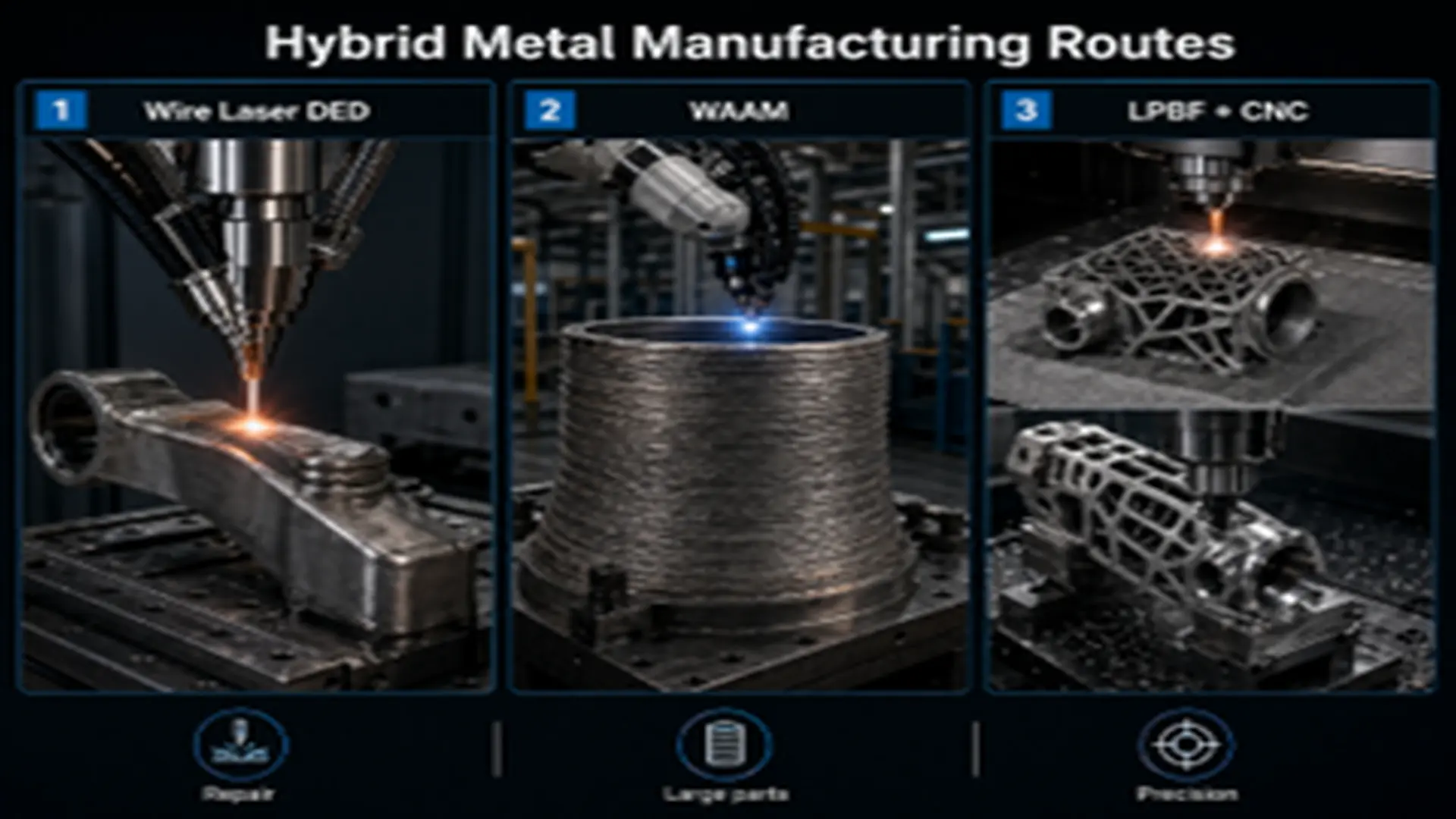
| Wire Laser DED | Medium-sized parts and repairs | Tolerances and functional surfaces |
| WAAM | Large preforms | Intensive final machining |
| Cold spray | Coatings and repairs | Surface smoothing |
| LPBF + CNC | High-precision complex parts | Dimensional finishing |
| Hybrid robotics | Large components and free-form geometries | Checking and local finishing |
Wire Laser DED is one of the most practical trends for workshops seeking to integrate metal AM with CNC or industrial robots. It uses wire as the filler material, which simplifies raw material handling compared to certain powder-based systems and facilitates repair applications, feature addition, and near-net-shape manufacturing.
WAAM, or Wire Arc Additive Manufacturing, uses metal wire and an electric arc to deposit material layer by layer, with high deposition volume and subsequent finishing machining. Its primary application lies in large-scale metal preforms, where the deposited volume is more important than initial fine detail.
LPBF, or Laser Powder Bed Fusion, is not always considered a hybrid process within a single machine, but it does form part of hybrid workflows when the printed part requires subsequent machining. It is commonly used for complex metal components, parts with internal channels, lightweight structures, and high-precision geometries that require finishing on critical surfaces.
Closed-loop control and in-line inspection
One of the most significant innovations lies in closed-loop control. Thermal sensors, cameras, melt pool monitoring, 3D scanning, in-machine probing, and AI models enable the detection of deviations, the adjustment of parameters, and the preservation of digital evidence of the process.
In industrial manufacturing, this data helps predict defects, compare the actual part against the programmed model, and reduce uncertainty prior to final machining. NIST identifies in-process sensing, monitoring, model-based control, and the qualification of materials, machines, processes, and parts as key areas, in addition to end-to-end digital implementation.
Cold spray and other solid-state technologies are also relevant when seeking to repair or coat without fully melting the base material. Their technical value lies in reducing thermal distortion, preserving substrate properties, and restoring damaged areas through coatings or localized reconstruction.
Additive manufacturing with CNC finishing
Additive manufacturing with CNC finishing is warranted when the printed surface affects friction, sealability, fatigue, cleanliness, fit, or assembly. In such cases, machining ceases to be a generic post-processing step and becomes an integral part of the part’s mechanical performance.
ISO/ASTM 52900:2021 establishes the terminology for additive manufacturing and defines the principle of building physical 3D geometries through the successive addition of material. This foundation explains why AM and CNC complement each other: one technology builds material where it adds value, while the other corrects areas where function demands precision.
In metal parts, the technical execution must account for anisotropic microstructure, residual stresses, variable hardness, and the initial roughness of the preform. For critical components, treatments such as stress relief or hot isostatic pressing (HIP) may be required prior to final machining. The cutting strategy must also be adapted to the printed material; coated carbide tools and trochoidal milling can help control cutting forces in functional areas.
Standards and qualification of the hybrid process
The regulatory framework for hybrid manufacturing combines additive manufacturing standards with criteria for machine tools, metrology, and dimensional control. ISO/ASTM 52900:2021 provides the basic terminology for AM processes, while ISO/ASTM 52920:2023 establishes requirements for industrial AM processes and production sites, including quality, operational consistency, and additive system control.
The subtractive part requires its own references. ISO 230-1:2012 addresses the verification of geometric accuracy of machine tools, and ISO 10791-1:2015 addresses geometric tests for machining centers, which are relevant when CNC machining defines functional surfaces, datums, and final tolerances.
In practice, a hybrid process must document filler material, batch, parameters, deposition strategy, heat treatment, CNC program, tools, measurements, nonconformities, and final release, demonstrating the repeatability, integrity, and traceability of the entire process.
Advantages of hybrid manufacturing
The advantages of hybrid manufacturing should be evaluated based on total cost, technical risk, and part performance. Its greatest value lies in components made of expensive materials, with complex geometries, low production volumes, long lead times, or high operational impact.
- Material savings and waste reduction: When machining titanium, Inconel, tool steels, or special alloys from solid blocks, high volumes of chips can be generated. Additive manufacturing deposits material close to the final shape, and CNC machining removes only what is necessary to meet tolerances, reducing the buy-to-fly ratio for high-value parts.
- Functional complexity with final precision: Internal channels, weight-saving features, conformal geometries, and organic surfaces can be built via AM, while CNC finishes mating surfaces, recesses, threads, sealing seats, and surfaces subject to contact, flow, wear, or fatigue.
- Advanced repair and shorter lead times: Instead of manufacturing a complete component, hybrid production allows material to be added to damaged areas, geometry to be restored via CNC, and lead times for critical spare parts to be reduced through scanning, reverse engineering, deposition, and machining.
Sectors with the highest value for hybrid manufacturing
Hybrid manufacturing delivers the greatest value in sectors involving high-cost parts, complex geometries, low volumes, and high precision requirements, such as aerospace, defense, high-performance automotive, molds, tooling, medical devices, turbomachinery, robotics, and specialized equipment manufacturing. In these applications, additive manufacturing produces complex preforms, and CNC machining ensures tolerances, finish, and functional surfaces.
In refining, petrochemicals, and industrial plants, its use is more selective but viable for impellers, pump bodies, valves, nozzles, housings, and turbomachinery involving wear, expensive alloys, or long replacement times. In new energy sectors, such as wind power, hydrogen, and energy storage, hybrid production can be applied to tools, molds, jigs, functional prototypes, and low-volume metal components.
How to improve precision in hybrid parts
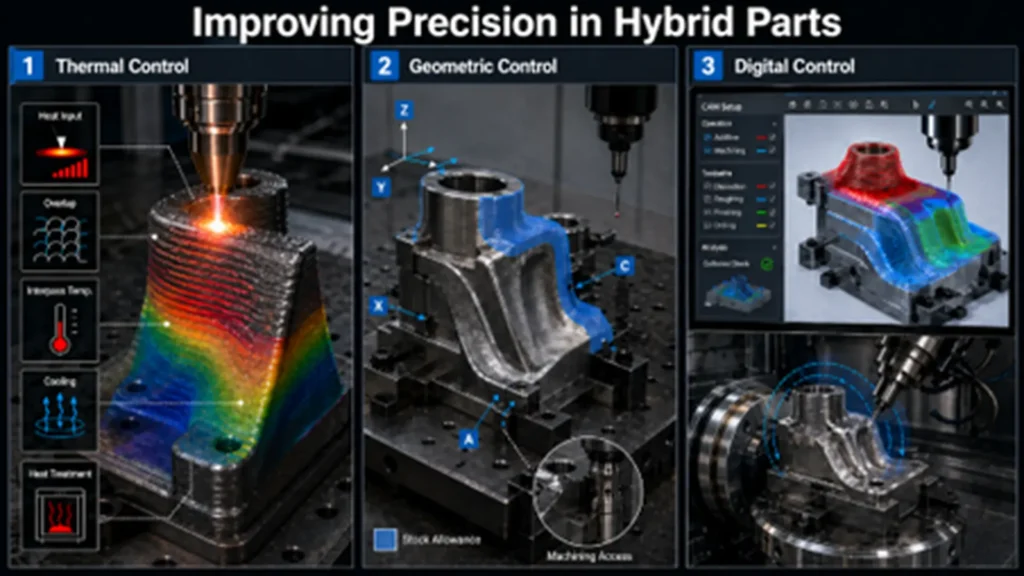
Precision in hybrid parts depends on the overall stability of the process. A CNC machine may have good geometric capabilities, but if the preform arrives deformed, without reference points, or with varying hardness, the result will be inconsistent.
The first control is thermal. Metal deposition introduces heat, generates residual stresses, and can cause distortion; therefore, linear power, layer height, overlap, interpass temperature, cooling strategy, and heat treatment must be defined.
The second control is geometric. The design must include machinable datums, sufficient material allowance, tool accessibility, and the ability to measure. The third control is digital: the CAD/CAM path must simulate toolpaths, collisions, tool changes, rotary axes, deposition zones, and finishing surfaces.
Metrology, NDT, and Traceability
A hybrid part is inspected based on the function it performs. Not all surfaces require machining, nor do all volumes require tomography, but critical areas must have clear acceptance criteria.
Metrology may include CMM (Coordinate Measuring Machine), 3D scanning, in-machine probing, roughness, hardness, visual inspection, penetrant testing, ultrasonics, radiography, computed tomography, or metallography. The selection depends on the material, the AM (Additive Manufacturing) process, the criticality, and the expected failure mode.
On multi-axis machines, calibration of the Tool Center Point is essential because small deviations in rotation amplify errors on curved surfaces or in hard-to-reach areas. Traceability must close the loop between design, manufacturing, and release; in industrial production, process data serves as technical evidence to demonstrate repeatability and investigate deviations.
When to use hybrid manufacturing
Hybrid manufacturing is appropriate when it addresses a real constraint: complex geometry, expensive materials, low volume, critical repairs, long lead times, obsolete parts, or functional surfaces that require CNC finishing.
It is not always the best option for simple, high-volume parts or those that are easy to machine from bar stock, sheet metal, forgings, or castings. In those cases, the conventional process may offer lower cost, higher speed, and a more stable supply chain.
| Specifications | Technical decision |
|---|---|
| Geometry | Channels, cavities, latticework, or complex shapes |
| Material | Compatibility between deposition, cutting, and processing |
| Tolerance | Critical surfaces accessible to CNC machining |
| Fastening | Stable datums for measurement and finishing |
| Thermal | Distortion, stresses, and hardness under control |
| Inspection | Risk-appropriate NDT and metrology |
| Business | Shorter lead times, less waste, or fewer downtime incidents |
Conclusions
Hybrid manufacturing should be viewed as a qualified manufacturing process, not merely as the sum of industrial 3D printing and CNC machining. Its performance depends on specific variables: filler material, thermal stability, deposition strategy, overmaterial, machining references, final tolerances, inspection, and process traceability.
Controlling these variables in additive manufacturing enables the creation of preforms, the repair of worn areas, or the construction of geometries that are difficult to achieve using conventional methods, while CNC ensures functional surfaces, dimensional accuracy, and repeatability. Therefore, hybrid production is viable for high-value, low-volume parts with complex geometries or long replacement cycles, provided that final acceptance is based on measurable data and documented technical criteria.
References
- Gibson, I., Rosen, D. W., & Stucker, B. (2021). Additive manufacturing technologies: 3D printing, rapid prototyping, and direct digital manufacturing (3rd ed.). Springer. https://doi.org/10.1007/978-3-030-56127-7
- Kumar, L. J., & Krishnadas Nair, C. G. (Eds.). (2021). Current trends and future perspectives in hybrid manufacturing. Springer. https://doi.org/10.1007/978-3-030-68024-4
- National Institute of Standards and Technology (NIST). (2022). Measurement science needs for metal additive manufacturing finished parts. U.S. Department of Commerce. https://www.nist.gov
- Pragana, J. P. M., Sampaio, R. F., Bragança, I. M. F., Silva, C. M. A., & Martins, P. A. F. (2020). Hybrid additive manufacturing: A review. Progress in Additive Manufacturing, 5(2), 93–123. https://doi.org/10.1007/s40964-019-00103-8
Frequently Asked Questions (FAQs)
What is industrial hybrid manufacturing?
It is a manufacturing process that combines additive manufacturing and CNC machining to produce, repair, or modify parts with complex geometries, verifiable tolerances, and functional surfaces.
How is 3D printing integrated with CNC?
It can be integrated through sequential processes, automated cells, or hybrid machines that alternate between deposition and machining, using CAD/CAM, simulation, measurement, and common references.
What advantages does it offer over conventional processes?
It reduces waste, enables complex geometries, allows for the repair of high-value components, shortens lead times for critical spare parts, and maintains precision through CNC.
When is hybrid manufacturing recommended?
It is recommended for complex parts, critical repairs, molds with conformal channels, low-volume components, expensive materials, and surfaces requiring machined finishes.
