
Tabla de Contenidos
- Manufactura híbrida en producción industrial
- Integración de impresión 3D y CNC
- Tecnologías actuales de manufactura híbrida
- Fabricación aditiva con acabado CNC
- Normas y calificación del proceso híbrido
- Ventajas de la manufactura híbrida
- Sectores con mayor valor para producción híbrida
- Cómo mejorar precisión en piezas híbridas
- Cuándo aplicar producción híbrida
- Conclusiones
- Referencia
- Preguntas Frecuentes (FAQs)
La fabricación híbrida une manufactura aditiva y procesos sustractivos en una misma cadena de producción, con una meta técnica clara: construir geometrías complejas y terminar superficies críticas con precisión verificable. En la práctica, mediante el uso de la manufactura híbrida se logra crear una preforma con impresión 3D industrial y completar alojamientos, roscas, caras de sellado y planos de montaje mediante mecanizado CNC.
Esta convergencia amplía las capacidades de un taller moderno. La fabricación aditiva aporta libertad geométrica, aligeramiento, reparación localizada y uso eficiente del material; el CNC entrega tolerancias, rugosidad controlada, repetibilidad y compatibilidad con inspección dimensional. En componentes de alto valor, piezas críticas y geometrías difíciles de mecanizar, la producción híbrida permite fabricar, reparar y validar piezas mecánicas con mayor control del proceso.
Manufactura híbrida en producción industrial
La manufactura híbrida coordina diseño, material, deposición, tratamiento térmico, fijación, mecanizado, medición e inspección dentro de una ruta de fabricación calificada. Su valor real aparece cuando la pieza exige geometrías que el mecanizado convencional no resuelve con eficiencia, o cuando el material depositado requiere superficies finales con tolerancias cerradas.
En una pieza híbrida, la forma final es apenas una parte del análisis. También importa cómo se generó la preforma, qué material de aporte se usó, qué parámetros térmicos recibió, qué sobrematerial quedó disponible, qué datum guio el mecanizado y qué método confirmó la conformidad final. Esa lógica convierte la impresión 3D industrial en una herramienta de producción, no en un recurso limitado a prototipos.
NIST (National Institute of Standards and Technology) ha documentado que el mecanizado posterior o integrado de piezas AM (Additive Manufacturing) presenta desafíos propios, porque el material fabricado aditivamente puede tener condiciones superficiales, térmicas y metalúrgicas distintas a las de una pieza convencional.
Integración de impresión 3D y CNC
La integración de impresión 3D industrialy mecanizado CNC puede aplicarse en tres niveles. El primero es secuencial: la pieza se imprime, se retira, se trata térmicamente y luego se mecaniza. El segundo es celular: impresora, CNC, metrología y manipulación robótica trabajan como una línea conectada. El tercero es híbrido real: una sola máquina alterna deposición y corte, manteniendo referencias geométricas más estables.
Cada traslado entre equipos puede introducir errores de alineación, datum, expansión térmica, concentricidad o sujeción. En rutas secuenciales, los sistemas de sujeción de punto cero ayudan a referenciar la pieza impresa dentro del volumen de trabajo de la fresadora, reduciendo pérdidas de alineación entre la preforma y el mecanizado final.
Preforma, datum y sobrematerial
La preforma es el punto de partida técnico de una pieza híbrida. La fabricación aditiva debe construir una geometría cercana a la forma neta, con material suficiente en las zonas que serán mecanizadas y con referencias accesibles para medición, fijación y acabado.
Ese sobrematerial se define desde CAD (Computer-Aided Design) / CAM (Computer-Aided Manufacturing), considerando contracción, distorsión, orientación de construcción, accesibilidad de herramienta, rigidez de la pieza y estrategia de sujeción. En piezas metálicas, también debe contemplarse la capa superficial irregular, la posible porosidad cercana a superficie y la zona afectada por calor cuando aplica.
El CNC completa la función industrial de la pieza en asientos de sellado, alojamientos, taladros calibrados, roscas, ranuras, caras de montaje y perfiles sometidos a fatiga.
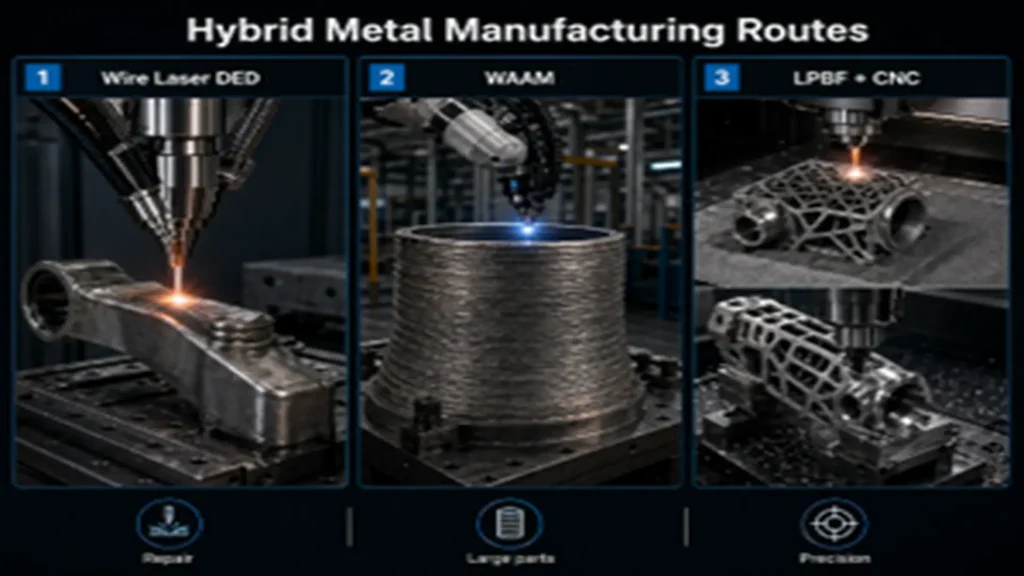
Tecnologías actuales de manufactura híbrida
Las tecnologías más representativas de la manufactura híbrida se concentran en metal, reparación avanzada y piezas cercanas a la forma final. En DED (Directed Energy Deposition) o LMD (Laser Metal Deposition), el material se deposita en forma de polvo o alambre mediante una fuente de energía, normalmente láser, arco o haz energético concentrado, y luego se mecaniza para alcanzar dimensiones finales.
Las plataformas híbridas más avanzadas integran deposición metálica, fresado, torneado, rectificado, escaneo 3D, monitoreo térmico y control de distancia de trabajo dentro de una misma celda o máquina multieje. Esta arquitectura reduce cambios de sujeción, mejora la conservación de referencias geométricas y permite alternar construcción aditiva con acabado sustractivo en zonas críticas.
Como referencia visual del concepto, este video sobre manufactura híbrida DED muestra cómo la deposición metálica y el mecanizado CNC pueden integrarse en una misma plataforma para fabricar, reparar y terminar piezas complejas. Cortesia de: DMG MORI.
Procesos híbridos más aplicados
La selección de tecnología depende del tamaño de la pieza, el material, la tasa de deposición, el nivel de acabado requerido y la criticidad del componente. En la práctica, el mecanizado CNC puede actuar como acabado final, corrección dimensional, regularización superficial o recuperación de referencias funcionales.
| Tecnología | Uso principal | Rol del CNC |
|---|---|---|
| DED/LMD | Reparación y recargue metálico | Acabado de zonas críticas |
| Wire Laser DED | Piezas medianas y reparación | Tolerancias y caras funcionales |
| WAAM | Preformas grandes | Mecanizado final intensivo |
| Cold spray | Recubrimientos y reparación | Regularización superficial |
| LPBF + CNC | Piezas complejas de alta precisión | Acabado dimensional |
| Robótica híbrida | Grandes componentes y trayectorias libres | Referencias y acabado local |
Wire Laser DED, es una de las tendencias más prácticas para talleres que buscan integrar AM metálica con CNC o robots industriales. Emplea alambre como material de aporte, lo que simplifica el manejo de materia prima frente a ciertos sistemas basados en polvo y facilita aplicaciones de reparación, adición de características y fabricación cercana a la forma final.
WAAM, o Wire Arc Additive Manufacturing, usa alambre metálico y arco eléctrico para depositar material capa por capa, con alto volumen de aporte y posterior mecanizado de acabado. Su mayor interés está en preformas metálicas de gran tamaño, donde el volumen depositado es más importante que el detalle fino inicial.
LPBF, o Laser Powder Bed Fusion, no siempre se considera híbrido en una sola máquina, pero sí forma parte de rutas híbridas cuando la pieza impresa requiere mecanizado posterior. Es común en componentes metálicos complejos, piezas con canales internos, estructuras aligeradas y geometrías de alta precisión que necesitan acabado en superficies críticas.
Control cerrado e inspección en línea
Una de las innovaciones más relevantes está en el control cerrado. Sensores térmicos, cámaras, monitoreo del baño de fusión, escaneo 3D, palpado en máquina y modelos de IA permiten detectar desviaciones, ajustar parámetros y conservar evidencia digital del proceso.
En manufactura industrial, estos datos ayudan a predecir defectos, comparar la pieza real contra el modelo programado y reducir la incertidumbre antes del mecanizado final. NIST identifica como áreas clave el sensado en proceso, el monitoreo, el control basado en modelos, la calificación de materiales, máquinas, procesos y piezas, además de la implementación digital de extremo a extremo.
Cold spray y otras tecnologías de estado sólido también son relevantes cuando se busca reparar o recubrir sin fundir completamente el material base. Su interés técnico está en reducir distorsión térmica, preservar propiedades del sustrato y recuperar zonas dañadas mediante recubrimientos o reconstrucción localizada.
Fabricación aditiva con acabado CNC
La fabricación aditiva con acabado CNC se justifica cuando la superficie impresa afecta fricción, sellabilidad, fatiga, limpieza, ajuste o montaje. En esos casos, el mecanizado deja de ser una etapa posterior genérica y pasa a formar parte del desempeño mecánico de la pieza.
ISO/ASTM 52900:2021 establece la terminología de manufactura aditiva y define el principio de construir geometrías físicas 3D por adición sucesiva de material. Esa base explica por qué AM y CNC se complementan: una tecnología construye material donde aporta valor, mientras la otra corrige las zonas donde la función exige precisión.
En piezas metálicas, la ejecución técnica debe considerar microestructura anisotrópica, tensiones residuales, dureza variable y rugosidad inicial de la preforma. En componentes críticos, pueden requerirse tratamientos como alivio de tensiones o prensado isostático en caliente, conocido como HIP (Hot Isostatic Pressing), antes del mecanizado final. La estrategia de corte también debe adaptarse al material impreso; herramientas de carburo recubiertas y fresado trocoidal pueden ayudar a controlar fuerzas de corte en zonas funcionales.
Normas y calificación del proceso híbrido
El soporte normativo de la manufactura híbrida combina normas de manufactura aditiva con criterios de máquinas herramienta, metrología y control dimensional. ISO/ASTM 52900:2021 aporta la terminología base de los procesos AM, mientras ISO/ASTM 52920:2023 establece requisitos para procesos industriales de AM y sitios de producción, incluyendo calidad, consistencia operativa y control del sistema aditivo.
La parte sustractiva requiere referencias propias. ISO 230-1:2012 trata la verificación de exactitud geométrica de máquinas herramienta, e ISO 10791-1:2015 aborda ensayos geométricos para centros de mecanizado, relevantes cuando el mecanizado CNC define superficies funcionales, datums y tolerancias finales.
En la práctica, una ruta híbrida debe documentar material de aporte, lote, parámetros, estrategia de deposición, tratamiento térmico, programa CNC, herramientas, mediciones, no conformidades y liberación final, demostrando repetibilidad, integridad y trazabilidad del proceso completo.
Ventajas de la manufactura híbrida
Las ventajas de la manufactura híbrida deben evaluarse por costo total, riesgo técnico y desempeño de la pieza. Su mayor aporte aparece en componentes de material costoso, geometría compleja, bajo volumen, largo plazo de suministro o alto impacto operativo.
- Ahorro de material y reducción de desperdicio: En titanio, Inconel, aceros herramienta o aleaciones especiales, mecanizar desde bloque puede generar altos volúmenes de viruta. La manufactura aditiva deposita material cerca de la forma final y el mecanizado CNC remueve lo necesario para cumplir tolerancias, reduciendo el Buy-to-Fly ratio en piezas de alto valor.
- Complejidad funcional con precisión final: Canales internos, aligeramientos, geometrías conformales y superficies orgánicas pueden construirse por AM, mientras el CNC termina caras de montaje, alojamientos, roscas, asientos de sellado y superficies sometidas a contacto, flujo, desgaste o fatiga.
- Reparación avanzada y menor plazo de suministro: En lugar de fabricar un componente completo, la producción híbrida permite añadir material en zonas dañadas, recuperar geometría mediante CNC y reducir tiempos en repuestos críticos mediante escaneo, ingeniería inversa, deposición y mecanizado.
Sectores con mayor valor para producción híbrida
La manufactura híbrida aporta mayor valor en sectores con piezas costosas, geometrías complejas, bajos volúmenes y exigencias altas de precisión, como aeroespacial, defensa, automotriz de alto desempeño, moldes, herramentales, dispositivos médicos, turbomaquinaria, robótica y manufactura de equipos especializados. En estas aplicaciones, la fabricación aditiva genera preformas complejas y el mecanizado CNC asegura tolerancias, acabado y superficies funcionales.
En refinación, petroquímica y plantas industriales, su uso es más selectivo, pero viable en impulsores, cuerpos de bomba, válvulas, boquillas, carcasas y turbomaquinaria con desgaste, aleaciones costosas o largos tiempos de reposición. En nuevas energías, como eólica, hidrógeno y almacenamiento energético, la producción híbrida puede aplicarse en herramientas, moldes, utillajes, prototipos funcionales y componentes metálicos de bajo volumen.
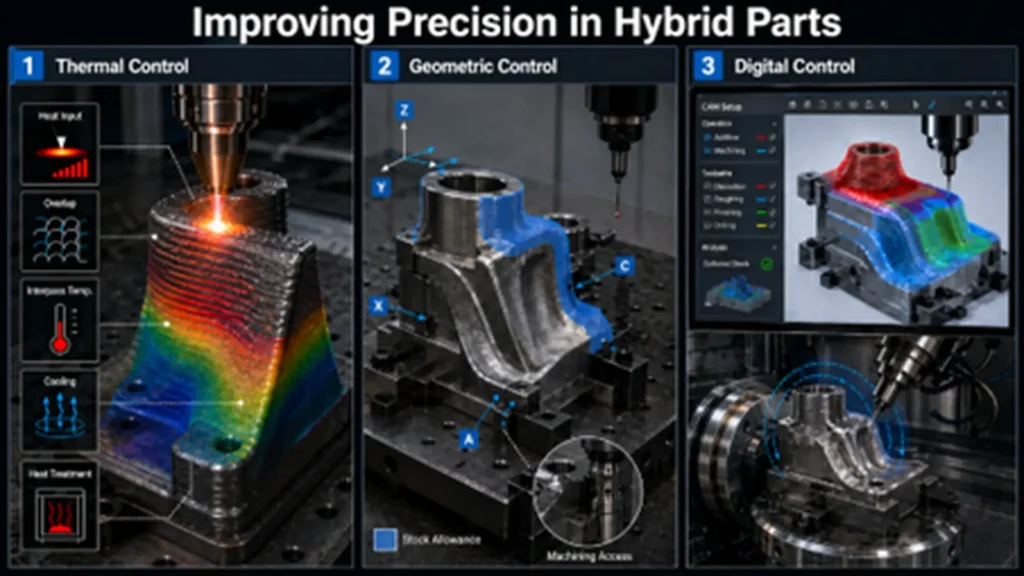
Cómo mejorar precisión en piezas híbridas
La precisión en piezas híbridas depende de la estabilidad completa del proceso. Un centro CNC puede tener buena capacidad geométrica, pero si la preforma llega deformada, sin referencias o con dureza variable, el resultado será inconsistente.
El primer control es térmico. La deposición metálica introduce calor, genera tensiones residuales y puede producir distorsión; por eso deben definirse energía lineal, altura de capa, solape, temperatura interpaso, estrategia de enfriamiento y tratamiento térmico.
El segundo control es geométrico. El diseño debe incluir datums mecanizables, sobrematerial suficiente, accesibilidad de herramienta y posibilidad de medición. El tercer control es digital: la ruta CAD/CAM debe simular trayectorias, colisiones, cambios de herramienta, ejes rotativos, zonas de deposición y superficies de acabado.
Metrología, END y trazabilidad
Una pieza híbrida se inspecciona en base a la función que cumple. No todas las superficies requieren mecanizado ni todos los volúmenes requieren tomografía, pero las zonas críticas deben tener criterios claros de aceptación.
La metrología puede incluir CMM (Coordinate Measuring Machine), escaneo 3D, palpado en máquina, rugosidad, dureza, inspección visual, líquidos penetrantes, ultrasonido, radiografía, tomografía computarizada o metalografía. La selección depende del material, el proceso AM (Additive Manufacturing), la criticidad y el modo de falla esperado.
En centros multieje, la calibración del Tool Center Point es fundamental porque pequeñas desviaciones en la rotación amplifican errores en superficies curvas o zonas de difícil acceso. La trazabilidad debe cerrar el ciclo entre diseño, fabricación y liberación; en producción industrial, el dato de proceso es evidencia técnica para demostrar repetibilidad e investigar desviaciones.
Cuándo aplicar producción híbrida
La producción híbrida conviene cuando resuelve una restricción real: geometría compleja, material costoso, bajo volumen, reparación crítica, largo plazo de suministro, pieza obsoleta o superficies funcionales que requieren acabado CNC.
No siempre es la mejor opción para piezas simples, de alto volumen o fáciles de mecanizar desde barra, placa, forja o fundición. En esos casos, el proceso convencional puede ofrecer menor costo, mayor velocidad y cadena de suministro más estable.
| Criterio | Decisión técnica |
|---|---|
| Geometría | Canales, cavidades, celosías o formas complejas |
| Material | Compatibilidad entre deposición, corte y tratamiento |
| Tolerancia | Superficies críticas accesibles al mecanizado CNC |
| Sujeción | Datums estables para medición y acabado |
| Térmico | Distorsión, tensiones y dureza bajo control |
| Inspección | END y metrología adecuados al riesgo |
| Negocio | Menor plazo, menor desperdicio o menor parada |
Conclusiones
La manufactura híbrida debe evaluarse como una ruta de fabricación calificada, no como una simple suma de impresión 3D industrial y mecanizado CNC. Su desempeño depende de variables concretas: material de aporte, estabilidad térmica, estrategia de deposición, sobrematerial, referencias de mecanizado, tolerancias finales, inspección y trazabilidad del proceso.
El control de las variables en la fabricación aditiva permite generar preformas, reparar zonas desgastadas o construir geometrías difíciles de obtener por métodos convencionales, mientras el CNC asegura superficies funcionales, ajuste dimensional y repetibilidad. Por eso, la producción híbrida resulta viable en piezas de alto valor, bajo volumen, geometría compleja o largo plazo de reposición, siempre que la aceptación final se base en datos medibles y criterios técnicos documentados.
Referencia
- Gibson, I., Rosen, D. W., & Stucker, B. (2021). Additive manufacturing technologies: 3D printing, rapid prototyping, and direct digital manufacturing (3rd ed.). Springer. https://doi.org/10.1007/978-3-030-56127-7
- Kumar, L. J., & Krishnadas Nair, C. G. (Eds.). (2021). Current trends and future perspectives in hybrid manufacturing. Springer. https://doi.org/10.1007/978-3-030-68024-4
- National Institute of Standards and Technology (NIST). (2022). Measurement science needs for metal additive manufacturing finished parts. U.S. Department of Commerce. https://www.nist.gov
- Pragana, J. P. M., Sampaio, R. F., Bragança, I. M. F., Silva, C. M. A., & Martins, P. A. F. (2020). Hybrid additive manufacturing: A review. Progress in Additive Manufacturing, 5(2), 93–123. https://doi.org/10.1007/s40964-019-00103-8
Preguntas Frecuentes (FAQs)
¿Qué es la manufactura híbrida industrial?
Es una ruta de fabricación que combina manufactura aditiva y mecanizado CNC para producir, reparar o modificar piezas con geometría compleja, tolerancias verificables y superficies funcionales.
¿Cómo se integra impresión 3D con CNC?
Puede integrarse mediante procesos secuenciales, células automatizadas o máquinas híbridas que alternan deposición y mecanizado, usando CAD/CAM, simulación, medición y referencias comunes.
¿Qué ventajas ofrece frente al proceso convencional?
Reduce desperdicio, habilita geometrías complejas, permite reparar componentes de alto valor, acorta plazos en repuestos críticos y conserva precisión mediante CNC.
¿Cuándo conviene usar manufactura híbrida?
Conviene en piezas complejas, reparaciones críticas, moldes con canales conformales, componentes de bajo volumen, materiales costosos y superficies que requieren acabado mecanizado.
