
EXPLORE INDUSTRIAL KNOWLEDGE
This section features technical and specialized content for professionals in the energy and industrial sectors. It includes analysis, technical guides, and articles covering industrial inspection, non-destructive testing (NDT), asset integrity, materials, corrosion, maintenance, and technological innovation applied to industry.
100M+
Impressions
568K+
Seguidores
2,500+
Technical Articles
1,000+
Executive Interviews




Featured Technical Readings

Codes and Standards
API 587: UT qualification for in-service damage
API 587 enhances UT examiner competency for detecting in-service damage and improving asset integrity programs.
Corrosion and Materials
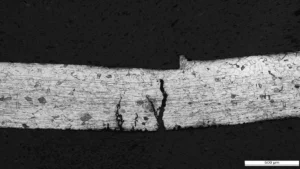
Brittle fracture: Causes, risks, and prevention strategies

Corrosion and Materials
Composite materials for the repair and inspection of industrial assets

Reliability
Structural monitoring of 15 MW turbines using SHM

Assets
PTFE in valves and gaskets for industrial leak prevention

Eni and Hera inaugurate the Ravenna Environmental Center for circular economy
Eni and Hera inaugurated an environmental complex in Ravenna for industrial waste, materials recovery and...

MOL Group and partners sign production sharing agreement to explore the Libyan Sea
The consortium formed with Repsol and TPAO will begin hydrocarbon exploration in offshore block O7...

Ocean Winds Begins Turbine Assembly at Dieppe Le Tréport Offshore Wind Farm
The French offshore wind farm begins the assembly phase of its turbines to supply clean...

JAPEX Completes Natural Gas Exploratory Drilling in Hokkaido
The petroleum firm rules out immediate commercial exploitation after evaluating the volume of resources detected...

Naftogaz Group secures long-term regasification capacity at the Klaipėda terminal
The Ukrainian corporation gains access to the global liquefied natural gas market to secure strategic...

ILTA 2026 advances successfully with a high-level technical agenda
Among the most relevant presentations already delivered are those focused on operational risk management and...
INSPENET TV
Expert interviews, technical conversations and leadership insights



COMPANIES LEADING THIS SPACE
Organizations driving innovation and excellence in the industrial sector







