
EXPLORA EL CONOCIMIENTO INDUSTRIAL
Esta sección reúne contenido técnico y especializado dirigido a profesionales del sector energético e industrial. Aquí se publican análisis, guías técnicas y artículos sobre inspección industrial, ensayos no destructivos (NDT), integridad de activos, materiales, corrosión, mantenimiento e innovación tecnológica aplicada a la industria.
100M+
Impresiones
568K+
Seguidores
2,500+
Artículos Técnicos
1,000+
Entrevistas Ejecutivas




Lecturas Técnicas Destacadas

Corrosión y Materiales
CUI en acero inoxidable: cloruros, SCC y métodos de inspección
Prevenir el CUI en acero inoxidable requiere estrategias avanzadas de integridad debido a su complejidad metalúrgica frente al acero al...
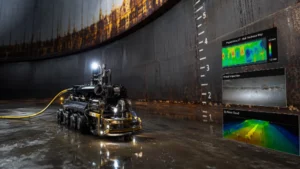
Activos
Inspección de tanques en servicio: Robótica y toma de datos precisos

Códigos y Estándares
API 20S: piezas impresas en 3D para equipos a presión

Activos
Medición de tanques: Cómo reducir la incertidumbre de medición en terminales
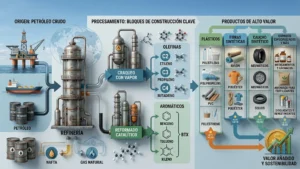
Petroquímica
Petroquímica: Del crudo a productos químicos de alto valor

Boskalis bautiza el Windpiper, su nuevo buque para instalación submarina de roca
Windpiper amplía la capacidad de Boskalis para instalación submarina de roca en proyectos offshore.

Seguridad energética europea reabre el debate sobre el petróleo ártico
La seguridad energética europea vuelve al centro del debate tras la oposición de nuevos inversionistas...

Vattenfall inicia la construcción offshore del parque eólico marino Nordlicht
Vattenfall instaló el primer monopilote de Nordlicht I en el mar del Norte alemán.

Fuertes tormentas dejan sin electricidad a más de 620.000 clientes en EE.UU
Las tormentas severas provocaron amplios cortes eléctricos en ocho estados mientras las compañías avanzan en...

Altera construirá un nuevo FPSO para Baleine Fase 3 y elevará la producción offshore de Costa de Marfil
El nuevo FPSO de Altera para Baleine Fase 3 permitirá aumentar la producción de petróleo...

ADNOC crea plataforma global de GNL para reforzar su comercio energético
ADNOC integra comercialización, negociación y transporte de GNL para gestionar 47 mtpa hacia 2035.
INSPENET TV
Entrevistas con expertos, conversaciones técnicas y perspectivas de liderazgo.



EMPRESAS LÍDERES EN ESTE SECTOR
Organizaciones que impulsan la innovación y la excelencia en el sector industrial.







