Table of Contents
- What is the anchor profile in coatings?
- Technical reference standards
- How is the anchor profile in coatings measured?
- Relationship between anchor profile and dry film thickness (DFT)
- Consequences of excessive or insufficient profile
- Recommended values according to system type
- Factors influencing the generated profile
- Control of the anchor profile in quality assurance
- Conclusions
- References
- Frequently Asked Questions (FAQ)
In anticorrosion protection engineering, technical discussions usually focus on the applied dry film thickness, the chemical compatibility between coating layers, or the environmental classification of the service site. However, the actual performance of the system does not begin with the paint, but with the microgeometric condition of the steel. The anchor profile in coatings constitutes the physical interface where mechanical load, residual stress, thermal stress, and dynamic loads are transferred between the substrate and the coating. When this parameter is not properly controlled, the entire system becomes structurally compromised from its foundation.
What is the anchor profile in coatings?
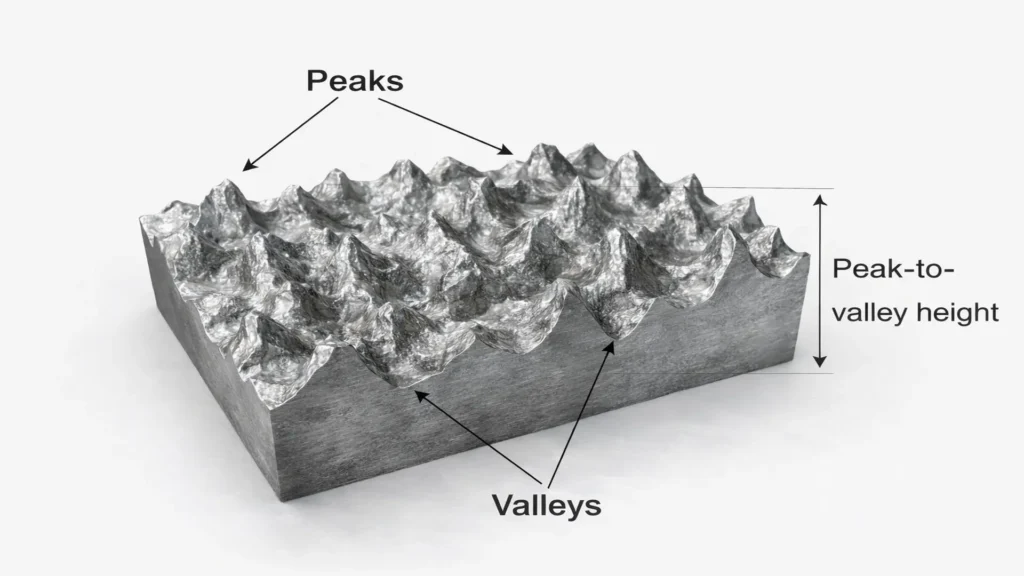
The anchor profile is the irregular topography generated on the steel surface through controlled abrasive impact. From a metrological perspective, it is defined as the average vertical distance between the highest peaks and the deepest valleys within a given area. It is not simply generic surface roughness, but rather a functional geometry designed to produce mechanical anchoring.
When abrasive particles impact the steel at high velocity, they produce localized plastic deformation, microcutting, and material displacement. This generates a surface with a high specific surface area. The coating applied afterward flows into the valleys and, once cured, creates a three-dimensional mechanical interlock. This physical interaction enables the coating to withstand shear stresses, tensile forces, and peeling during its service life.
It is important to understand that the adhesion of a coating system is a combination of physicochemical forces and mechanical anchoring. In severe environments, the mechanical contribution of the anchor profile becomes decisive.
Technical reference standards
The measurement and control of the anchor profile is not a subjective or empirical practice. It is regulated by international standards that establish measurement criteria, procedures, and acceptance requirements. ASTM D4417 defines three methods for determining the profile height on abrasive blast-cleaned surfaces. ISO 8503 establishes visual comparators and evaluation procedures. ISO 8501-1 complements these criteria by defining the required cleanliness grade, although it does not directly quantify the profile.
The replica tape procedure is described in SSPC-PA 17, while the control and verification of the profile in industrial applications is supported by NACE SP0287. These standards not only establish how to measure but also how to guarantee repeatability, traceability, and statistical validity of the results.
The correct interpretation of these standards is essential in projects where the expected service life exceeds 15 or 20 years, especially in marine or severe industrial environments.
How is the anchor profile in coatings measured?
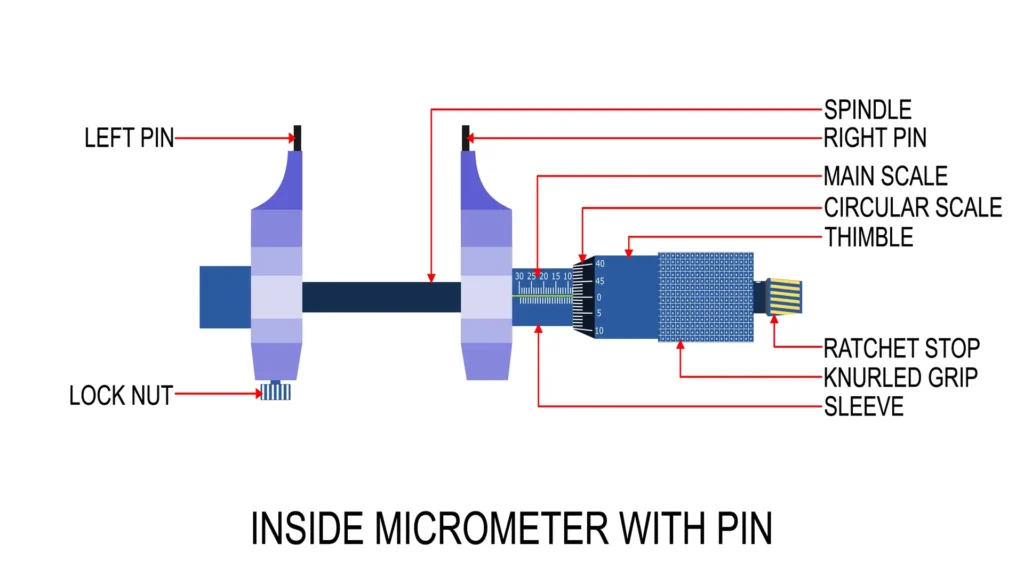
Method B: Depth Micrometer
Direct measurement using a depth micrometer, described as Method B in ASTM D4417, consists of placing the instrument on the peaks and lowering a measurement probe into the valleys. This method provides an immediate reading and good precision when the instrument is properly calibrated.
Method C: Replica Tape
Method C, based on replica tape, uses a calibrated foam tape that is pressed against the prepared surface. The foam deforms reproducing the surface topography and is subsequently measured using a specialized micrometer. This procedure is widely used in the field due to its practicality and repeatability.
Visual comparators according to ISO 8503 do not provide exact quantitative values, but they allow a preliminary evaluation of the achieved profile range. Their usefulness lies in rapid control during extensive blasting operations.
A critical aspect is that measurements must be taken at multiple points distributed throughout the inspected area. The profile generated by abrasive blasting is not perfectly uniform; local variations exist associated with impact angle, nozzle distance, and substrate conditions. Therefore, the reported value must be a representative average rather than a single isolated reading.
Relationship between anchor profile and dry film thickness (DFT)
The dry film thickness measured with electromagnetic or magnetic gauges is determined from the top of the profile peaks to the outer surface of the coating. This means that the valleys may contain less effective thickness than indicated by the reading.
If the profile is deep, the coating must initially fill these valleys before beginning to build functional thickness above the peaks. Consequently, a system specified for 250 µm of DFT may actually contain areas with lower effective thickness at the bottom of the microgeometry.
This phenomenon becomes critically relevant in highly aggressive environments where moisture and contaminants can accumulate in the valleys if the local thickness is insufficient.
Consequences of excessive or insufficient profile
When the profile is excessive
An excessive profile implies a depth greater than required by the specified system. Technically, this increases the volumetric demand for coating to achieve the nominal thickness. Paint consumption increases because part of the material is used to fill the microtopography.
In addition, voids or air entrapment may form in very deep valleys, creating microscopic discontinuities that act as initiation points for localized corrosion. From a mechanical perspective, an oversized profile may also induce stress concentrations at the steel-coating interface.
The durability of the system is affected not by the lack of measured thickness but by structural heterogeneity in the film.
When the profile is insufficient
An insufficient profile limits mechanical anchoring. In this scenario, adhesion depends largely on intermolecular forces and chemical compatibility between the substrate and the coating.
Under cyclic thermal stress, vibration, or impact, the coating may experience progressive delamination. Failures typically manifest as large and continuous detachments because there is insufficient physical interlocking to stop propagation.
In systems exposed to immersion or high salinity, a low profile significantly reduces resistance to cathodic disbondment.
Recommended values according to system type
Values between 50 and 75 µm for industrial epoxy systems represent a balance between adequate mechanical anchoring and rational material consumption. In environments classified as C5-M or CX, where atmospheric aggressiveness is extreme, the range may extend between 75 and 100 µm depending on the coating manufacturer’s specification.
However, the optimal profile depends on the coating viscosity, solids content, application method, and total required thickness. High-build systems tolerate larger profiles, while thin coatings require more moderate surface topographies.
There is no universally correct profile. There is only the profile technically compatible with the specified system.
Factors influencing the generated profile
The size and hardness of the abrasive determine the impact energy and deformation depth. Angular abrasives tend to generate more pronounced profiles than spherical abrasives. Working pressure and nozzle distance modify the impact velocity, directly affecting the obtained depth.
Abrasive recycling also influences the result, since fractured particles generate profiles different from those produced by new abrasive. Even the hardness of the base steel can alter the response to impact.
Controlling the profile implies controlling the entire blasting process.
Control of the anchor profile in quality assurance
The common inspection error
In numerous industrial projects, inspection of coating systems is limited to verifying the visual cleanliness grade of the substrate and subsequently the dry film thickness (DFT) of the applied coating. However, in many cases, systematic metrological control of the anchor profile generated during surface preparation is not performed.
This omission can produce anticorrosion protection systems that apparently comply with specified requirements but exhibit premature adhesion failures or early coating degradation during service.
The anchor profile constitutes the technical link between surface preparation and the effective adhesion of the coating system. Ignoring its control means compromising system reliability from the initial stage, since the mechanical interaction between the coating and the steel microtopography depends directly on this parameter.
Strategic technical approach
Proper control of the anchor profile ensures compatibility between the specified coating system and the characteristics of the prepared substrate, optimizing the interaction between the protective layers and the metallic surface.
From a quality assurance and asset management perspective, the correct specification, measurement, and control of the anchor profile contribute to:
- improving the mechanical adhesion of the coating,
- reducing the probability of failures due to peeling or delamination,
- ensuring uniformity of the applied system, and
- extending maintenance and repainting intervals.
In industrial environments where asset integrity depends on the performance of the anticorrosive system, anchor profile control becomes a critical quality parameter, at the same level as coating thickness or environmental conditions during application.
The durability of an anticorrosive system does not begin with the application of the first coat of paint, but with the microgeometry generated on the steel surface during surface preparation.
Conclusions
The performance of an anticorrosive coating system does not depend solely on dry film thickness or the chemical formulation of the coating, but on the microgeometric condition of the substrate. The anchor profile constitutes the mechanical foundation of adhesion, as it enables the three-dimensional interlocking of the coating with the steel surface. When this parameter is improperly generated or not metrologically controlled, the integrity of the system is compromised from its initial application stage.
Control of the anchor profile must be considered a critical stage within quality assurance in anticorrosion protection projects. The application of international technical standards and the use of standardized measurement methods ensure repeatability, traceability, and reliability of results, preventing deviations that could lead to premature system failures.
From the perspective of industrial asset management, the proper specification and control of the anchor profile directly contributes to optimizing coating performance, reducing the risk of delamination, and extending maintenance cycles. Consequently, profile control should not be interpreted as an additional verification of the surface preparation process, but as a determining factor in the durability of the anticorrosion protection system.
References
- ASTM International. (2023). ASTM D4417: Standard test methods for field measurement of surface profile of blast cleaned steel. ASTM International.
- International Organization for Standardization. (2017). ISO 8503: Preparation of steel substrates before application of paints and related products — Surface roughness characteristics of blast-cleaned steel substrates. ISO.
- AMPP. (2019). SSPC-PA 17: Procedure for determining conformance to steel profile/anchor pattern requirements. Association for Materials Protection and Performance.
- AMPP. (2018). NACE SP0287: Field measurement of surface profile of abrasive blast cleaned steel surfaces using replica tape. Association for Materials Protection and Performance.
Frequently Asked Questions (FAQ)
Why is the anchor profile important in anticorrosive coatings?
Because it enables the mechanical anchoring of the coating to the metallic substrate. This interaction improves adhesion and increases the system’s resistance to mechanical, thermal, and environmental stresses.
What standards regulate the measurement of the anchor profile?
The main standards used include ASTM D4417, ISO 8503, SSPC-PA 17, and NACE SP0287, which establish measurement methods, evaluation criteria, and control procedures.
What happens if the anchor profile is too deep?
An excessive profile increases coating consumption, may generate voids or air entrapment in the valleys, and can cause heterogeneity in the protective film, reducing system durability.
What happens if the anchor profile is insufficient?
When the profile is low, the coating loses mechanical anchoring and adhesion depends mainly on physicochemical forces, increasing the risk of coating detachment or delamination during service.