
Table of Contents
- What is a ballast tank?
- Marine coatings: ballast tanks according to IMO PSPC
- Selection of the coating system
- PSPC (IMO): application and inspection
- IMO PSPC: compliance criteria
- Innovations in coatings
- QA/QC and ITP plan for ballast tanks
- In-service inspection, maintenance, and repair
- Recurring errors and the risk they generate
- Conclusions
- References
- Frequently Asked Questions (FAQ)
Corrosion in ballast tanks does not just “appear”: it develops when surface preparation, environmental control, or inspection discipline fail. In ships with filling/emptying cycles, the interior of the tank operates in a wet-dry regime and accelerates deterioration with a direct impact on the stability and functionality of marine structures.
Ballast maintains stability, trim, and draft, and helps manage overall ship stress, but it makes the ballast tank one of the most severe areas for marine coatings due to alternating oxygen, salts, and condensation. This article brings together engineering, application, and inspection criteria aligned with IMO PSPC and ISO standards, focusing on practical solutions, traceability, and quality control.
What is a ballast tank?
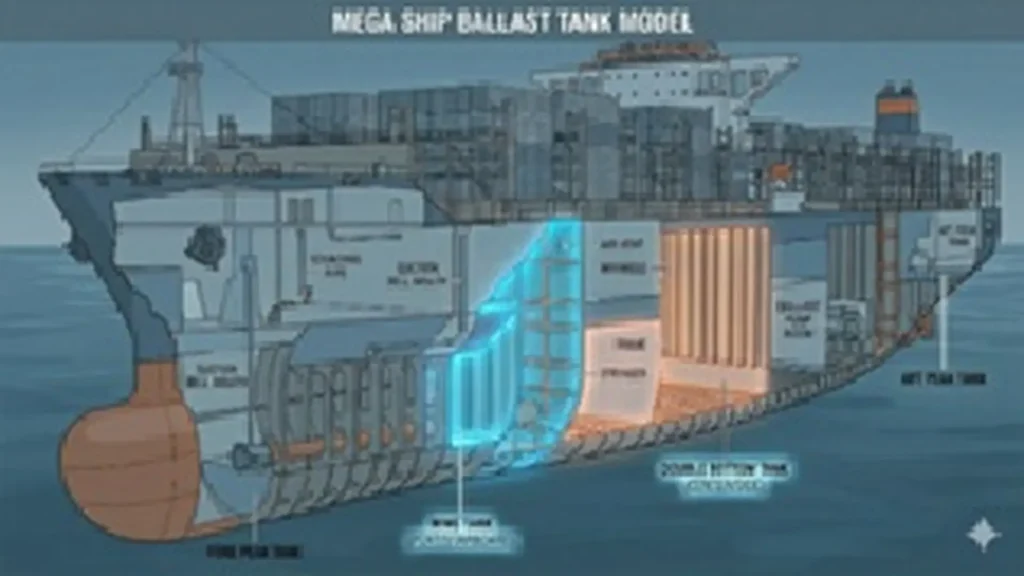
A ballast tank is a compartment in the hull designed to store ballast water in order to control the stability, trim, and draft of the ship under different loading, unloading, and sailing conditions. In many designs, these spaces also provide rigidity and overall strength to the hull (they are not “auxiliary tanks”: they are part of the structural system).
In operation, ballast tanks alternate between full, empty, and partially full periods. This variation changes oxygenation, humidity, and salt deposition, so actual performance depends less on “rough estimates” and more on running the system under controlled and verifiable conditions.
What is the initial fault?
Ballast tanks are incorporated to maintain the stability of the ship in different operating conditions, located in the double bottom and sides to adjust the weight distribution. In terms of integrity, these tanks concentrate three accelerators:
- Seawater (chlorides) and deposits that retain moisture
- Oxygen-rich gas phase when the tank is empty/partially full
- Complex geometry (edges and welds) with limited access
Added to these accelerators are variables such as coating execution, soluble salt control, environmental window (dew point), and DFT in geometries, which are often the real trigger for premature failure. Therefore, the condition of the ballast is the most critical factor in corrosion, especially when the tank is operating empty or partially full.
Internal environment and damage mechanisms
A ballast tank is a dynamic microenvironment where condensation, thermal gradients, oxygenation variation, and the presence of salts interact simultaneously. In certain ships, proximity to hot cargo tanks or severe environmental changes intensify thermal cycles, generating hygrothermal stress on the coating system.
The absorption and diffusion of water through the film can cause plasticization of the epoxy matrix, reduction in modulus, and progressive loss of interfacial adhesion. The most common mechanisms of damage are:
- Wet-dry cycle corrosion: the alternation between vacuum/condensation and filling subjects the film to repeated expansion and contraction, promoting microcracking, microchannel formation, and loss of barrier effect.
- Localized corrosion at welds and edges: geometric discontinuities concentrate stresses and retain salts; if the stripe coat does not compensate for the reduction in thickness, the sub-DFT in these areas facilitates the initiation of localized attack.
- MIC (microbiological corrosion): the presence of sediments and low water renewal promotes biofilms that generate localized electrochemical cells and accelerate degradation under the film.
Under these conditions, the performance of the system depends not only on the nominal thickness, but also on the chemical stability of the matrix, adhesion to the substrate, and the quality of execution. Marine coatings must be managed as an integrated system: controlled preparation, verified salt limit, application within an environmental window, and documentary validation of DFT and film continuity.
Marine coatings: ballast tanks according to IMO PSPC
In a ballast tank, the IMO PSPC (Performance Standard for Protective Coatings) standard defines minimum requirements for coatings in dedicated seawater tanks and certain hull spaces. Its objective is a target useful life of 15 years in “GOOD” condition, considering that performance depends on the system, preparation, application, inspection, and maintenance.
Points that must be translated into on-site controls:
- Target useful life of 15 years in “GOOD” condition.
- Hard coating system (typically high-performance epoxy).
- Severe and repeatable surface preparation.
- Stage inspection (hold points) and technical coating file (CTF).
What does “GOOD” mean for quality control?
The condition “GOOD” is defined as minor spot rusting within the IMO assessment framework; this is key because PSPC measures performance in service, not just “delivery to the shipyard.”
System approach: more barrier, fewer risks
In practice, high-barrier, high-thickness epoxies (with or without laminar pigments) are used to limit water/oxygen ingress and improve durability in severe cycles. This approach appears consistently in industry technical guidelines on coatings for these tanks.
Selection of the coating system
The selection of the coating for a ballast tank must respond to the actual conditions: filling/emptying cycles, condensation, splashing, and periods of high oxygenation when the tank is partially empty. Increasing the DFT alone does not guarantee durability; the determining factors are the chemical stability of the system, its adhesion to the substrate, and its ability to maintain its effectiveness under water absorption and hygrothermal stress.
In practice, the predominant systems are high-thickness two-component epoxies, formulated for intermittent immersion in seawater and compatible with cathodic protection when applicable.
Criteria that increase service life:
- Proven resistance to intermittent immersion and salt water
- Robustness at edges and welds through disciplined stripe coating
- Stability against water absorption and loss of adhesion
- Ease of localized repair without incompatibilities
Applied solution: specify by tank “zones” (bottom, middle, top, and internal structures), assigning reinforcements where the risk is greatest and leaving technical criteria defined.
PSPC (IMO): application and inspection
For IMO PSPC to become truly useful, the application must control variables that cause premature failure: soluble salts, dew point, profile, and thickness in complex geometries.
Surface preparation: Sa 2.5 and useful profile
The common reference is Sa 2.5 (ISO 8501-1) and a profile compatible with the system (e.g., 50–75 μm, according to technical data sheet). Quality is validated with evidence, not by visual impression: cleanliness, profile, edge condition (rounding/grinding), and final cleanliness before painting.
Soluble salt control: ISO 8502-9
Salt contamination promotes osmotic blistering and delamination. ISO 8502-9 describes a field method for estimating soluble salts by conductivity (usually with Bresle-type extraction). The practice in ballast tanks is to define limits in the specification/ITP (mg/m² as NaCl equivalent), sample by risk (edges, runoff lines, welded joints, drains) and repeat re-washing/re-measuring until compliance is achieved, with full traceability (location, time, reading).
Environmental window: control the dew point
The coating fails if applied to steel with condensation. The practice requires:
- Steel temperature above the dew point (typical margin ≥ 3 °C)
- Relative humidity within specifications
- Sufficient ventilation for curing
Application: stripe coat and actual thicknesses
PSPC defines “stripe coating” as painting edges, welds, and difficult areas to ensure adhesion and thickness where the film tends to thin. Converted to an operating rule: stripe coat before each main coat on welds and edges, contrasting color to confirm coverage, and strict adherence to the recoating window.
Inspection: DFT, porosity, and acceptance
DFT defines the actual barrier. On shot-blasted surfaces, ISO 19840 provides consistency for calibration, sampling, and evaluation. For repeatable inspection: divide the tank into areas, map DFT, and require readings in geometry (edges/welds/reinforcements), with clear criteria for repairing sub-DFT and over-DFT.
For discontinuities, “holiday detection” (depending on system/thickness) helps detect porosity and micro-channels that become localized corrosion sites during service.
IMO PSPC: compliance criteria
In a ballast tank, IMO PSPC is not “approved at the end”: it is built with traceable controls. Three points summarize the standard:
- Target service life of 15 years in “GOOD” condition
- Control of soluble salts on the surface (basis for blistering failures)
- Verification of actual thickness (DFT) with consistent method and sampling
Innovations in coatings
PSPC does not limit innovation, provided that the system demonstrates equivalent or superior performance in service. Recent improvements seek not only speed of application, but also greater barrier stability against water absorption, microcracking, and loss of adhesion in wet-dry cycles.
High-solids and solvent-free epoxies
The migration to high-solids and, in some cases, solvent-free epoxies reduces VOC emissions and application variability, but the main technical benefit is a denser film with lower internal porosity and greater resistance to water and oxygen diffusion. Many of these systems are specifically formulated to meet PSPC in one or two coats of controlled high thickness.
Epoxies modified for specific performance
Some formulations incorporate modifiers that improve flexibility, abrasion resistance, or cure times. In ballast tanks, this improvement can reduce the risk of microcracking due to thermal stress or mechanical impact during cleaning and maintenance.
Moisture-tolerant systems
In maintenance, moisture-tolerant epoxy systems or surfaces with slight residual oxidation appear. Technically, their value lies in extending the application window without sacrificing adhesion, although they do not replace the strict requirements for new construction under PSPC.
Robotic application and digital control
Robotization is not just about productivity: it reduces thickness variability, improves transfer efficiency, and decreases overspray, which directly impacts DFT uniformity and reduces under-thickness in critical geometries.
Self-indicating systems for QA/QC
Solutions that facilitate visual verification of coverage help mitigate one of the most common errors in ballast tanks: sub-DFT at edges and welds, which is more critical than the overall average for the tank.
QA/QC and ITP plan for ballast tanks
The leap from “paint applied” to “qualified coating” occurs with a clear ITP and hold points, and with a technical file accompanying the ship (Coating Technical File). Minimum structure:
- Pre-blast: inspection of steel, welds, and edges
- Post-blast: Sa 2.5, profile, dust, ISO 8502-9, and dew point
- Application: mixture, pot life, stripe coat, consumption, and records
- Post-cure: DFT (ISO 19840), discontinuities, and repairs
The recommended documentation closure is the ballast tank dossier with environmental logs, ISO 8502-9 results, DFT maps, stripe coat records, and non-conformities with their repair. This package is the coating’s “passport”: it enables audits, technical claims, and evidence-based maintenance.
In-service inspection, maintenance, and repair
The life of the coating depends on early repair, before a specific defect evolves into accelerated corrosion. In these tanks, best practices start with cleaning and removing sludge/sediment to expose the actual condition, visually inspecting the condition, and performing localized repairs, repeating salt control and thickness/DFT verification according to defined criteria.
When the tank is partially flooded or access is limited, remote inspection provides immediate value. A wired ROV/crawler or a caged drone for confined spaces allows for the documentation of detachments, blistering, localized corrosion, sediment accumulation, and damage to welds or reinforcements without initial personnel entry.
The technical benefit is not only safety; it is precision in decision-making. Structured visual recording allows for condition classification, prioritization of critical areas (edges, welds, runoff lines), and scope assessment before draining, ventilating, and setting up access points. In this way, remote inspection becomes a diagnostic and prioritization stage, reducing exposure in confined spaces and optimizing the intervention plan.
The evidence gathered is used to determine where to clean, where to repair, and what subsequent checks are mandatory (soluble salt control, DFT on geometries, and documentation closure). In addition to marine coatings, cathodic protection may also be present; the key point is not to rely on it to compensate for preparation failures, salt contamination, or sub-DFT on critical geometries.
As an audiovisual reference for remote inspection in ballast tanks, the following video from Flyability shows a visual verification flight in a ship’s tank, useful for illustrating the diagnostic approach without early entry into confined spaces.

Recurring errors and the risk they generate
The most costly failures are caused by small deviations that, in a wet-dry environment with salts, quickly escalate to accelerated corrosion. Six critical errors are repeated: omitting soluble salt measurement, applying without margin against the dew point, executing stripe coat without discipline, measuring DFT only on plates ignoring geometries, not recording traceability (climate, batches, inspector), and repairing late when the damage is already extensive.
The risk is not only aesthetic. These deviations generate osmotic blistering and delamination, create sub-thickness at edges/welds, and leave active micro-channels. The typical result is loss of barrier, increased life cycle cost, more repairs in confined spaces, longer downtime, and, in severe scenarios, reduced steel thickness with a direct impact on the integrity and operational continuity of the vessel.
Conclusions
Protecting ballast tanks means protecting the ship’s operational continuity and structural integrity. Ballast will continue to be indispensable in ships, but its internal aggressiveness requires marine coatings to be treated as a system: Sa 2.5 preparation, salt control with ISO 8502-9, execution within an environmental window, stripe coat, and DFT verification with precise criteria.
When IMO PSPC is implemented as a QA/QC culture (not as a document), the target service life of 15 years in “GOOD” condition becomes a measurable result. And that result supports, in practice, the stability and functionality of marine structures.
References
- Iannarelli, P; Beaumont, D; Liu, Y; Zhou, X; Burnett, T; Curioni, M; Lyon, S; Gibbon, S; Morsh, S; Emad, S; Hashimoto, T; Hijnen, N; (2021). The degradation mechanism of a marine coating under service conditions of water ballast tank. DOI: https://doi.org/10.1016/j.porgcoat.2021.106588
Frequently Asked Questions (FAQ)
What does PSPC IMO require for ballast coatings?
Target service life of 15 years in “GOOD” condition, with verifiable preparation, application, inspection, and technical records.
How to inspect DFT and porosity in ballast?
DFT with consistent criteria (ISO 19840) and “holiday detection” when applicable by specification.
How to achieve Sa 2.5 and profile in ballast tanks?
Controlled shot blasting, Sa 2.5 verification, profile measurement, and final cleaning before painting.
What is the purpose of ballast?
To ensure stability, trim, and draft for safe navigation under different loading conditions.
¿Por qué los buques tienen tanques de lastre?
To redistribute weight, maintain safe stability, and manage draft during loading, unloading, and transit.