
En el ámbito de los Ensayos No Destructivos (END), asegurar la integridad de componentes críticos en industrias como el petróleo y el gas es fundamental. Una técnica avanzada que ha estado ganando prominencia es el Ensayo de Ultrasonido por Arreglo de Fases (con sus siglas en inglés PAUT), especialmente cuando se aplica a la examinación de soldaduras de acero inoxidable y disímiles, estas últimas típicas en la construcción de tuberías o componentes con revestimiento interno (cladding) de material resistente a la corrosión (CRA) tales como ciertos aceros inoxidables austeníticos y aleaciones de alto contenido de níquel.
Este artículo profundiza en la importancia, metodología y ventajas de utilizar PAUT para inspeccionar estos tipos de juntas.
Desafíos en la inspección de soldaduras de acero inoxidable
Las soldaduras de aleación resistente a la corrosión desempeñan un papel fundamental en la construcción de tuberías que transportan sustancias corrosivas. Los tubos y planchas de acero inoxidable austenítico y los de acero revestidos internamente de CRA (Aleación Resistente a la Corrosión: tales como aceros inoxidables austeníticos o aleaciones con alto contenido de níquel) han experimentado un mayor uso debido a su mayor resistencia a la corrosión. En el caso de los tubos con revestimiento interno, se recubre solo la superficie interior de la tubería con una capa de CRA esto con el objeto mantener el valor económico de la construcción de tuberías.
Sin embargo, la metalurgia de la soldadura de material austenítico, así como las de aleaciones de alto contenido de níquel, presentan estructuras altamente anisotrópicas y no homogéneas, lo que introduce dificultades en la aplicación del método de ensayo de ultrasonido tales como la atenuación y redireccionamiento del haz ultrasónico, causando que una inspección minuciosa y el uso de procedimientos y dispositivos especiales sea imperativo para identificar posibles defectos que podrían comprometer la integridad de las juntas soldadas.
Ensayo de Ultrasonido por Arreglo de Fases (PAUT)
El ensayo de Ultrasonido por Arreglo de Fases (PAUT) es una técnica avanzada de inspección ultrasónica que utiliza múltiples elementos transductores y retardos electrónicos para crear y controlar haces ultrasónicos. Este control dinámico permite ajustar ángulos de haz y puntos focales, proporcionando a los inspectores una flexibilidad incomparable al escanear geometrías complejas, como las soldaduras de las tuberías con recubrimiento.
Configuración de la sonda
La aplicación del método PAUT consiste el uso de una serie de elementos transductores que pueden ser controlados electrónicamente para emitir ondas ultrasónicas. La configuración específica de la sonda es importante para optimizar la inspección de las soldaduras de aleación resistente a la corrosión. Generalmente, se emplean sondas con elementos transductores de arreglo lineal o de arreglo de matriz en diversas frecuencias para garantizar una cobertura integral.
Específicamente para la inspección volumétrica de las soldaduras de acero inoxidable y disímiles de metalurgia austenítica y aleaciones de alto contenido de níquel típicamente usadas en la fabricación de tuberías bimetálicas (substrato de acero al carbono con recubrimiento interno o cladding de CRA), se recomienda el uso sondas de transmisión – recepción de ondas longitudinales (TRL) de arreglo dual lineal (DLA) los cuales tienen una profundidad de focalización fija, o mejor aún mediante sondas de ondas longitudinales de arreglo dual de matriz (DMA) con la que se puede programar la focalización a diferentes profundidades.
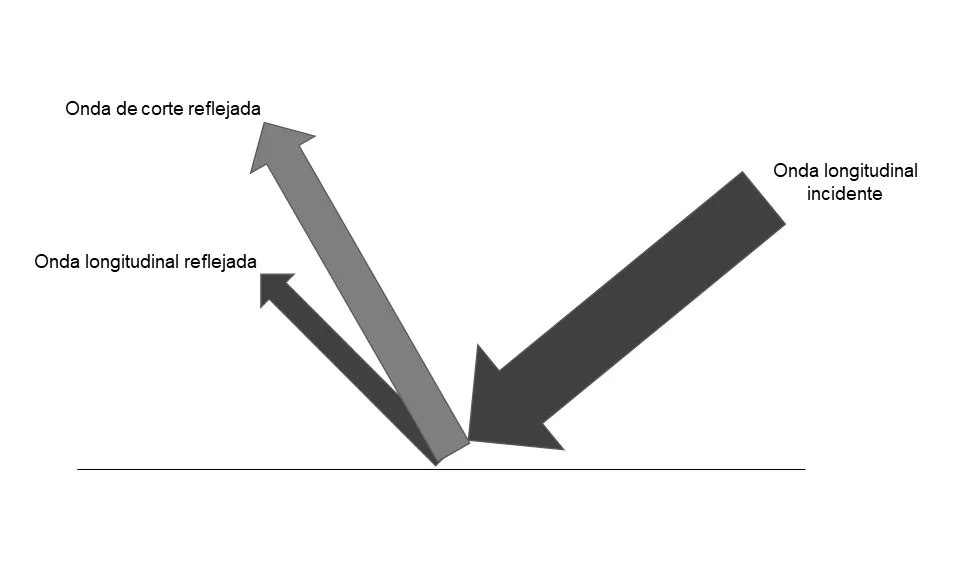
La justificación para emplear ondas longitudinales, se debe a que estas ondas experimentan menos influencia por la anisotropía y no homogeneidad metalúrgica del material de relleno cubriendo esta inspección solo en una parte del recorrido, ya que al incidir en la pared posterior la mayor parte de esta energía se transformará en ondas transversales las cuales se atenuarán fácilmente.
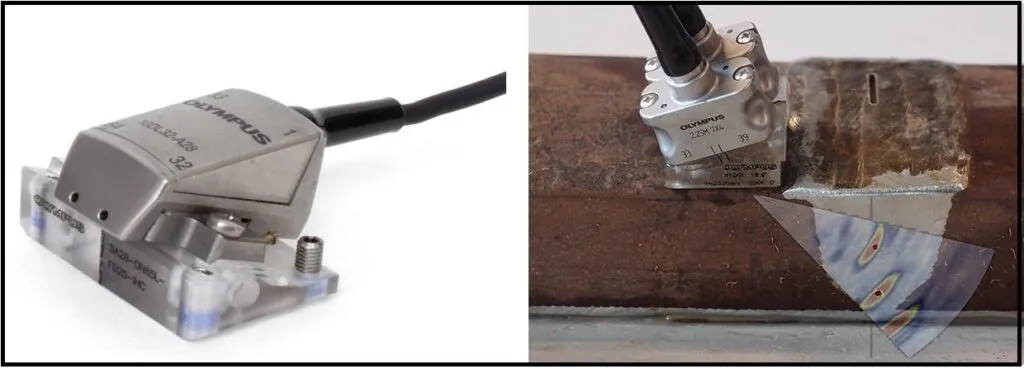
Para la inspección de la zona afectada por el calor en el área del borde la raíz para la detección de fallas abiertas a la superficie interna, se recomienda el uso de sondas PAUT de ondas corte, sin embargo, una limitación con el uso de esta sonda es que la detección de las posibles fallas solo es posible si están ubicadas del lado del transductor, por lo que es requerido del acceso a ambos lados de la soldadura.
En el caso de que solo haya acceso a un lado de la junta, una opción para explorar el lado posterior de la raíz a través del depósito de soldadura, es mediante el uso de una sonda especial para la generación de ondas de corte con polarización horizontal (SH) lo cual es posible a través de transductores del tipo EMAT (transductor acústico electromagnético), lo que garantiza el mejor rendimiento y repetibilidad, al tiempo que limita la necesidad de conocimientos avanzados de PEC.
El siguiente video muestra el principio de la técnica PEC referido a la inspección de tuberías con recubrimiento, principio que igualmente aplica a la inspección en fondo de pisos de tanques por debajo del concreto entre otras aplicaciones.
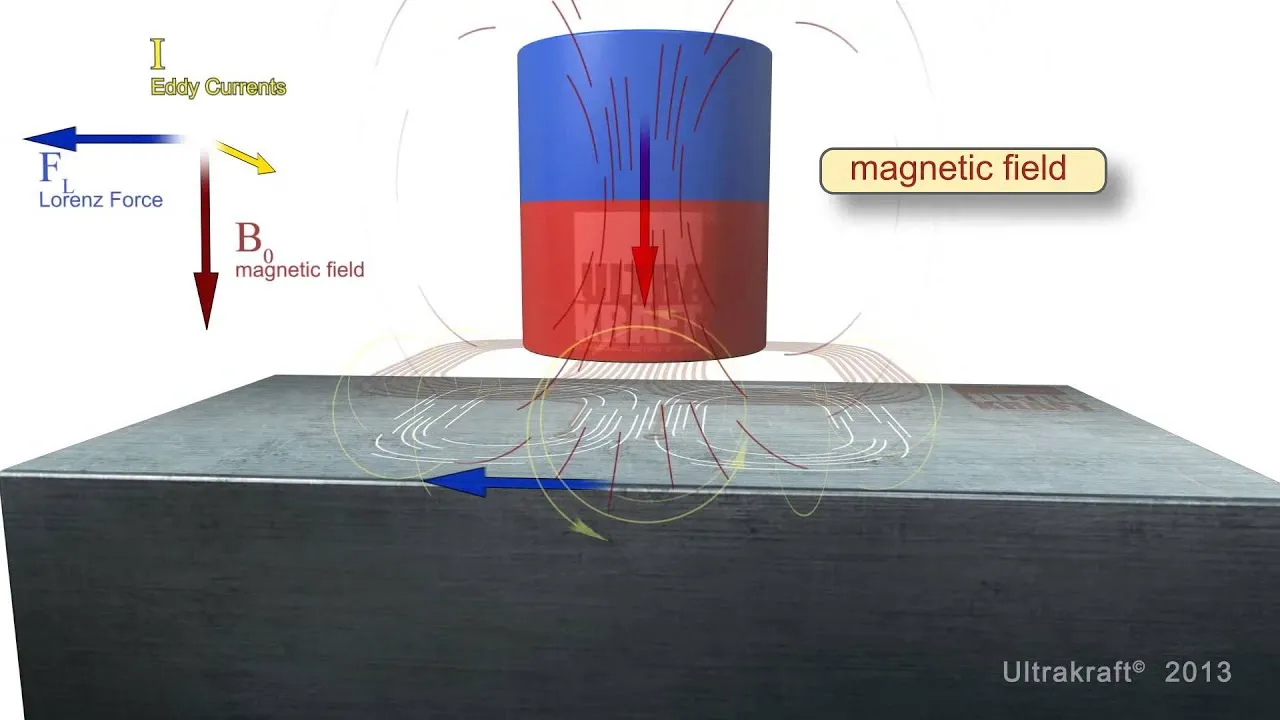
Principio del transductor acústico electromagnético EMAT. Video cortesía de Ultra Kraft.
Por otro lado, la corona de la junta requiere ser evaluada mediante ondas superficiales la cual puede ser ejecutada con transductores pulso eco o aplicar otros ensayos END tales como Corrientes Eddy o ACFM.
Calibración
La calibración es un paso crítico en la inspección con ultrasonido para asegurar resultados precisos y confiables. El sistema se calibra utilizando bloques de referencia que simulan el material y la geometría de la soldadura. Este proceso garantiza que las ondas ultrasónicas se transmitan y reciban adecuadamente, permitiendo la detección precisa de defectos.
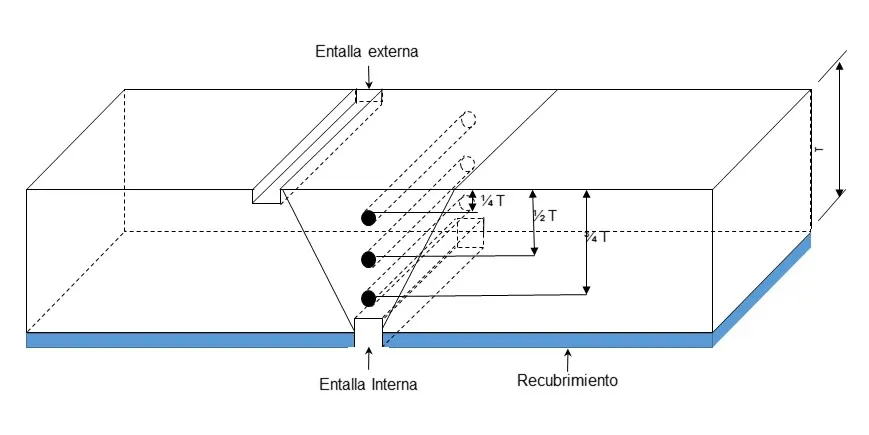
Para la inspección de soldaduras de acero inoxidable y disímiles con material de aporte austenítico o aleaciones de alto contenido de níquel se requiere hacer la calibración en base amplitud mediante la elaboración de las curvas de referencia haciendo uso de réplicas elaboradas con los mismos procedimientos de soldadura a utilizar en la producción y que incluyan el diseño de fallas apropiadas (agujeros y entallas) tal como se recomienda en el párrafo T-451 del artículo 4 de la sección V del código ASME.
Técnica de exploración
Se requiere inspeccionar el volumen de la soldadura mediante sondas de transmisión – recepción de ondas longitudinales (TRL) recomendando el uso de sondas de arreglo dual lineal (DLA) o arreglo dual de matrices (DMA). La sonda debe posicionarse y dirigir el haz ultrasónico de tal manera que se cubra el mayor volumen de la soldadura. Es de hacer la observación que esta inspección solo cubre una pierna de recorrido del haz.
Por otro lado, se requiere explorar el área interna alrededor de la raíz a ambos lados de la junta soldada mediante el uso de ondas transversales (sonda PAUT de arreglo lineal) para descartar la presencia de fallas conectadas a la superficie interna y la corona mediante ondas superficiales (sonda convencional), esta última pudiendo ser reemplazada por los ensayos de Corrientes Inducidas o ACFM. Igualmente se requiere hacer un barrido con ondas de corte paralelo a la junta para descarte de fallas transversales a la soldadura.
Ventajas del ensayo de Ultrasonido por Arreglo de Fases
- Mayor sensibilidad: La PAUT ofrece una sensibilidad mejorada para detectar defectos más pequeños en comparación con los métodos de prueba ultrasónica convencionales. Esto es crucial al tratar con soldaduras de aleación resistente a la corrosión, ya que incluso los defectos menores pueden provocar fallas catastróficas.
- Imágenes en tiempo real: Una de las características destacadas de la PAUT es su capacidad para proporcionar imágenes en tiempo real del área inspeccionada. Esto no solo ayuda en la detección de defectos, sino que también permite tomar decisiones inmediatas sobre la integridad de la soldadura.
- Versatilidad en la Inspección: La adaptabilidad de la PAUT permite la inspección de varios materiales, grosores y geometrías. Esta versatilidad es particularmente ventajosa al tratar con las estructuras complejas de las tuberías con recubrimiento.
- Reducción del tiempo de inspección: La capacidad de la PAUT para inspeccionar una gran área en un solo escaneo reduce significativamente el tiempo de inspección en comparación con los métodos tradicionales. Esta eficiencia es crucial en industrias donde minimizar el tiempo de inactividad es una prioridad.
Conclusión
El ensayo de Ultrasonido por Arreglo de Fases ha surgido como un elemento crucial en la inspección de soldaduras de aleación resistente a la corrosión en tuberías con recubrimiento. Sus capacidades avanzadas, que incluyen una mayor sensibilidad, imágenes en tiempo real, versatilidad y reducción del tiempo de inspección, la convierten en una herramienta invaluable para garantizar la integridad estructural de componentes críticos en industrias donde la resistencia a la corrosión es primordial. A medida que la tecnología continúa avanzando, se espera que la PAUT desempeñe un papel aún más significativo en mejorar la confiabilidad y seguridad de la infraestructura en diversos sectores.
Referencias
- YIXIN LIU. Phased Array Ultrasonic Testing of Corrosive Resistant Alloy Girth Weld of Cladded Pipes using the Total Focusing Method; Consultado en fecha 16 de Enero de 2024. https://tspace.library.utoronto.ca/bitstream/1807/101321/2/Liu_Yixin_%20_202003_MAS_thesis.pdf
- CARLOS ÁLVAREZ. Inspección de soldaduras de acero inoxidable austenítico mediante ultrasonido por arreglo de fases; Consultado en fecha 17 de Enero de 2024. https://inspenet.com/articulos/soldaduras-de-acero-inoxidable-austenitico/
- André Lamarre. Improved Inspection of CRA-Clad Pipe Welds with Accessible Advanced Ultrasonic Phased-Array Technology; Consultado en fecha 17 de Enero de 2024. https://www.ndt.net/article/wcndt2016/papers/fr1a2.pdf
- XCEL INSPECTION. Inspección bajo Soportes mediante Ondas Guiadas generadas por EMAT; Consultado en fecha 18 de Enero de 2024. https://xcelinspection.com/inspeccion-bajo-soportes-mediante-ondas-guiadas-generadas-por-emat/
- THIERRY COUTURIER. Una alternativa rápida y segura para inspeccionar soldaduras; Consultado en fecha 18 de Enero de 2024. https://www.olympus-ims.com/es/resources/white-papers/a-fast-safe-alternative-for-weld-inspections/
