
EXPLORA EL CONOCIMIENTO INDUSTRIAL
Esta sección reúne contenido técnico y especializado dirigido a profesionales del sector energético e industrial. Aquí se publican análisis, guías técnicas y artículos sobre inspección industrial, ensayos no destructivos (NDT), integridad de activos, materiales, corrosión, mantenimiento e innovación tecnológica aplicada a la industria.
100M+
Impresiones
568K+
Seguidores
2,500+
Artículos Técnicos
1,000+
Entrevistas Ejecutivas




Lecturas Técnicas Destacadas
pruebas no destructivas
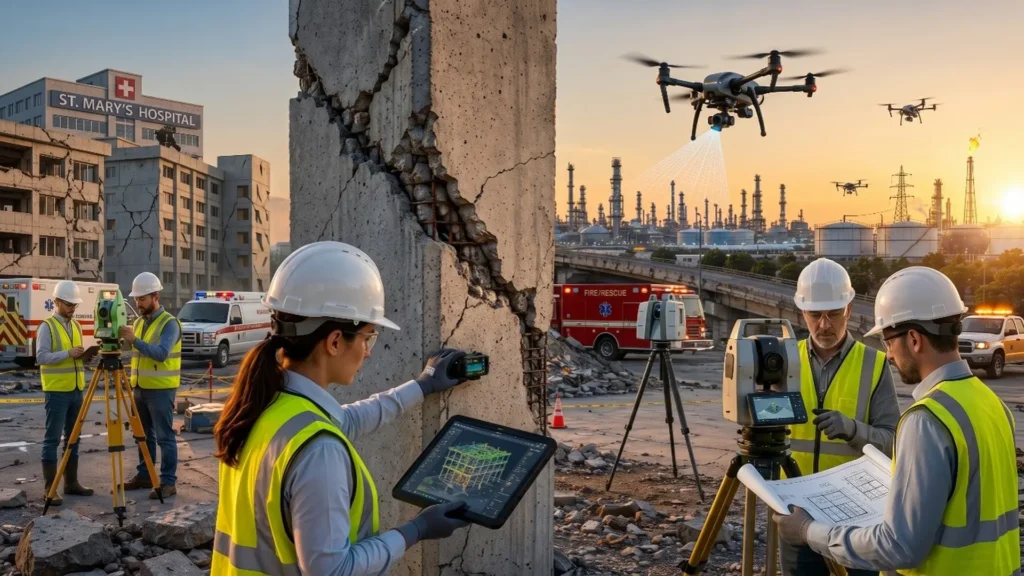
Inspección post sismo: Evaluación técnica de infraestructura crítica
Análisis detallado sobre los fundamentos técnicos de la inspección post-sismo y la evaluación estructural de infraestructura crítica.

innovación energética
Impacto de los centros de datos e IA en redes eléctricas y en infraestructura de gasoductos
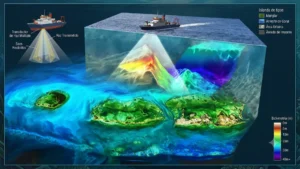
Ingeniería
Batimetría y modelación costera para diseñar obras marítimas seguras

Corrosión y Materiales
CUI en acero inoxidable: cloruros, SCC y métodos de inspección
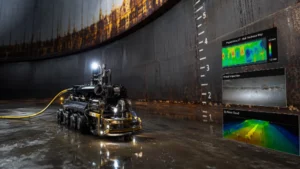
Activos
Inspección de tanques en servicio: Robótica y toma de datos precisos

Enverus adquiere la biblioteca A2D de TGS y refuerza su inteligencia energética
La adquisición incorpora la mayor biblioteca comercial de registros de pozos para integrar datos del...

Meta construirá en Canadá su primer centro de datos por US$9.170M
Meta invertirá en Alberta para construir su primer centro de datos canadiense dedicado a cargas...
Tarifas de licuefacción de Venture Global suben 69% por tensión en Oriente Medio
Venture Global elevó sus tarifas de licuefacción por el repunte del GNL y la tensión...

TotalEnergies envía a Asia el primer cargamento de GNL desde la planta ECA LNG en México
La planta ECA LNG inició sus envíos con el primer cargamento de GNL hacia Asia...

Metropolitan CCS perfora primer pozo para almacenar CO₂ en Chiba
Metropolitan CCS comenzó la perforación del pozo Kujukuri-Oki J-1 para evaluar el almacenamiento seguro y...

Equinox Ocean Turbines probará su turbina oceánica Mobula 5 en aguas abiertas
EQOT probará Mobula 5 en aguas abiertas para validar energía de corrientes oceánicas y avanzar...
INSPENET TV
Entrevistas con expertos, conversaciones técnicas y perspectivas de liderazgo.


EMPRESAS LÍDERES EN ESTE SECTOR
Organizaciones que impulsan la innovación y la excelencia en el sector industrial.







