Las técnicas de mapeo de corrosión por ultrasonido han evolucionado desde mediciones puntuales hasta el mapeo por escaneo lineal y, actualmente, el Método de Enfoque Total (Total Focusing Method, TFM). Este estudio evalúa cómo el tipo de sonda, la estrategia de escaneo y los métodos de posprocesamiento afectan la precisión de la caracterización de la corrosión. Dos características de corrosión mecanizadas artificialmente, separadas con precisión 1 mm en profundidad, fueron escaneadas utilizando sondas de arreglo en fase y analizadas mediante TFM, escaneo lineal (L-scan) y mapeo láser 3D de alta precisión. Al comparar métricas cualitativas y cuantitativas, el estudio identifica configuraciones óptimas para maximizar la precisión y la repetibilidad en la evaluación de la corrosión, un proceso valioso para industrias como la de petróleo y gas y la inspección de recipientes a presión.
El propósito del mapeo de corrosión
La corrosión reduce el espesor de las paredes de tuberías y recipientes de formas impredecibles. El mapeo de corrosión mediante arreglo en fase visualiza esta variación de espesor como una imagen codificada por colores. Un mapa de corrosión eficaz debe ser de alta resolución y tridimensional, lo que permite a los propietarios de activos monitorear la progresión del daño y determinar si las estrategias de mitigación están funcionando. Los mapas de alta fidelidad proporcionan información sobre la evolución de la corrosión a lo largo de los ciclos de mantenimiento.
Los propietarios de activos dependen de un mapeo de espesores repetido y preciso para evitar el reemplazo prematuro de equipos. Dado que la corrosión le cuesta a la economía de los Estados Unidos un estimado de 276 mil millones de dólares anuales, una inspección confiable influye directamente en la planificación del mantenimiento y en la seguridad operativa.
El software moderno de gestión de corrosión incorpora modelado de tasas de corrosión, factores ambientales, detección de anomalías y cálculos predictivos de espesor. Cuando se combina con el mapeo por ultrasonido y la reconstrucción de superficies 3D, estas herramientas generan modelos digitales altamente precisos para determinar límites seguros de operación y planificar reparaciones.
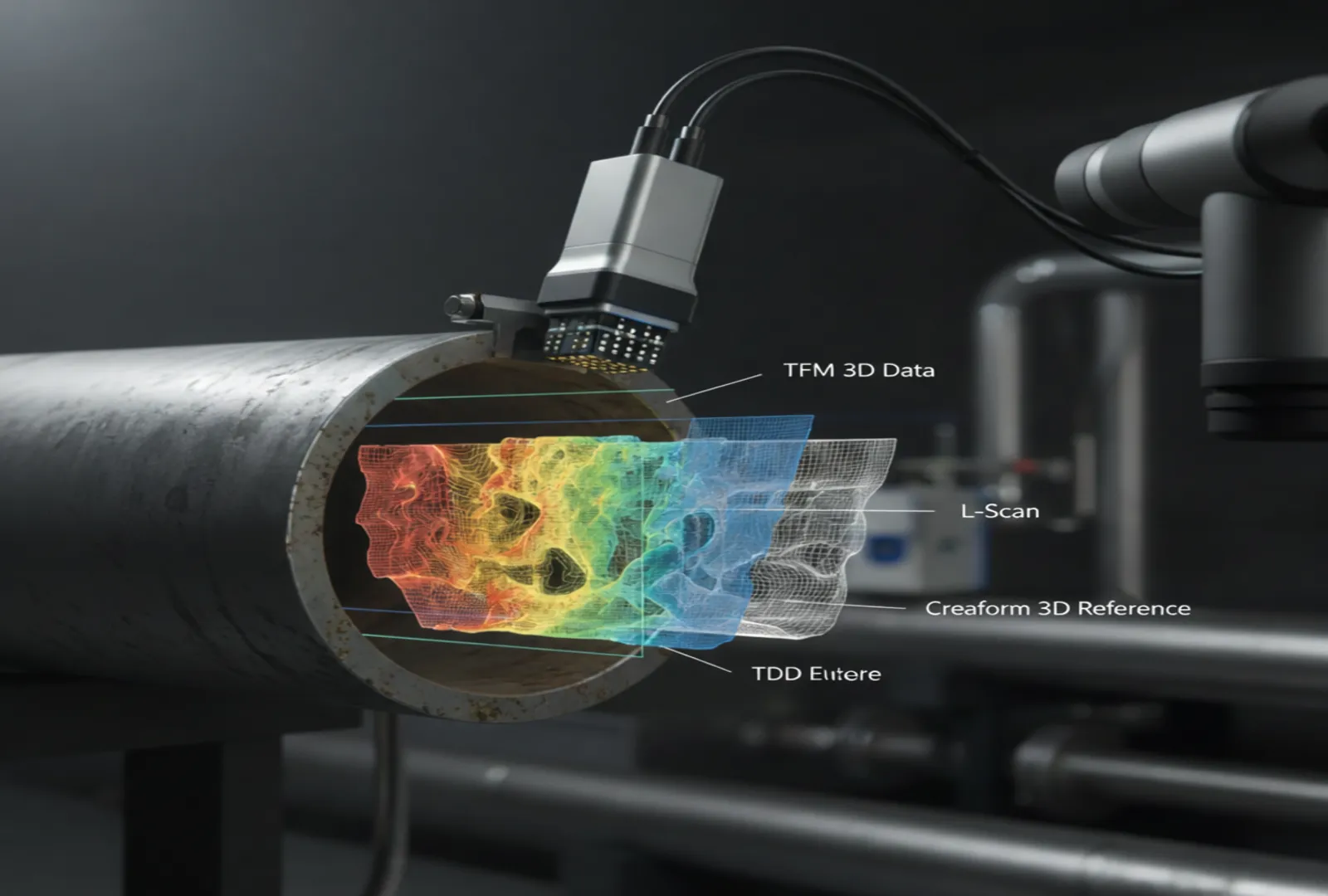
Comparación del mapeo L-scan y TFM con una referencia 3D
La imagen TFM, a diferencia del L-scan, enfoca en cada punto de la región de interés, mejorando la claridad de los defectos y la precisión en profundidad. Sin embargo, TFM y L-scan no siempre producen mediciones idénticas del área de corrosión. Este estudio compara ambos métodos de ultrasonido con el “perfil real”, obtenido a partir de un escáner 3D Creaform, para evaluar los límites de precisión y el comportamiento de la imagen.
Metodología
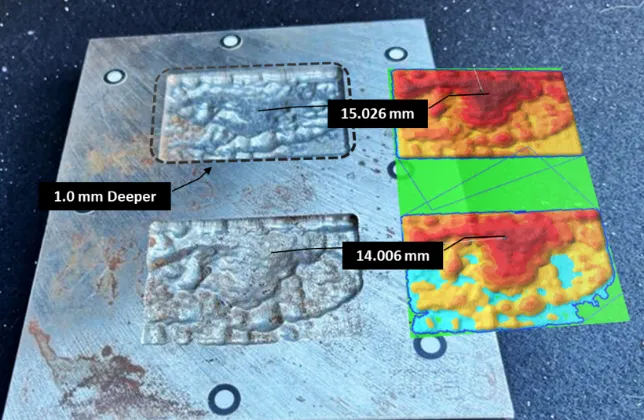
Dos parches de corrosión mecanizados idénticos fueron digitalizados utilizando un escáner 3D con una resolución de 1 mm × 1 mm, coincidente con la malla de ultrasonido. La precisión del escáner, de 0,025 mm, lo hace casi seis veces más preciso que una sonda de ultrasonido de 10 MHz.
Se utilizaron tres sondas de 64 elementos —3,5 MHz, 5 MHz y 10 MHz— para capturar conjuntos de datos sincronizados de TFM y L-scan. El posprocesamiento se realizó utilizando las herramientas UTStudio+ y CIVA para extraer información de área, espesor y perfil.
Resultados
Mediciones de profundidad
En todos los escaneos y frecuencias, ambas técnicas midieron el espesor mínimo con un error dentro del 5 %. TFM demostró una precisión superior en profundidad (±0,025 mm), mientras que el L-scan estuvo limitado por un espaciamiento de muestreo más grueso (±0,05 mm). Aunque ambos métodos detectaron con precisión el cambio de profundidad de 1 mm, TFM mostró una mejor repetibilidad para el monitoreo a largo plazo.
Evaluación del área dañada
El área del defecto varía con el ancho del haz: frecuencias más altas producen haces más estrechos y áreas mapeadas más pequeñas. A continuación, se reproducen los resultados para la sonda de 10 MHz, tal como en el formato original.
Tabla de Daño n.º 1
| Tipo de escaneo | Área (mm²) | Diferencia relativa respecto a la referencia (%) |
| Creaform (Referencia) | 2552 | – |
| L-scan | 2754 | +7,33 |
| TFM | 2348 | −8,69 |
Tabla de Daño n.º 2
| Tipo de escaneo | Área (mm²) | Diferencia relativa respecto a la referencia (%) |
| Creaform (Referencia) | 4235 | – |
| L-scan | 4314 | +1,83 |
| TFM | 4100 | −3,29 |
El L-scan sobreestima de forma consistente el área del defecto debido al mayor ancho del haz. El TFM tiende a subestimar el área a altas frecuencias, pero se vuelve ligeramente sobredimensionado a 3,5 MHz porque el haz más ancho dispersa el eco.
El ancho del haz disminuye con la frecuencia, desde 6,6 mm a 3,5 MHz hasta 2,3 mm a 10 MHz, lo que impulsa directamente las diferencias de mapeo tanto en L-scan como en TFM. Las frecuencias más bajas producen una dispersión del eco más amplia, aunque los resultados de espesor se mantienen consistentes.
Comparación cualitativa
Precisión de la forma
TFM produjo perfiles que coincidieron más estrechamente con el escaneo 3D de Creaform, mientras que el L-scan capturó los puntos de espesor mínimo, pero careció de fidelidad en superficies curvas.
Tabla 1 – Superposición en vista lateral: TFM (izquierda) vs L-scan (derecha)
Perfil B-scan en mapeo de dos ejes
Tanto TFM como L-scan proporcionan perfiles de espesor B-scan visualmente consistentes, aunque TFM no puede enfocar a lo largo del eje pasivo de la sonda.
Tabla 2 – B-scan TFM (arriba) y vista lateral L-scan (abajo)


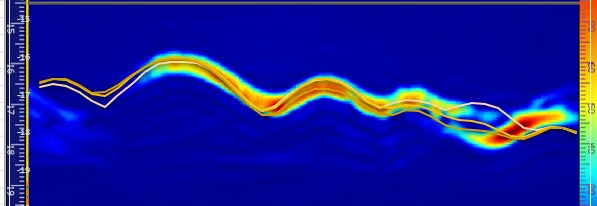
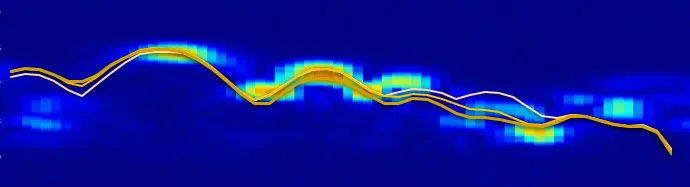
Perfilador TFM superpuesto a datos láser 3D
La alta resolución del eje índice del TFM (0,1 mm) permite una extracción de perfiles extremadamente precisa. Cuando las líneas del perfilador TFM se superpusieron sobre los datos de Creaform, casi se alinearon perfectamente. Los píxeles faltantes en TFM tienen un efecto mínimo sobre la forma general del perfil si se establecen umbrales y ventanas de muestreo adecuados.
Comparación 3D con 3D
No fue posible realizar una exportación 3D completa de los datos TFM, pero los perfiles 2D se alinearon bien con sus equivalentes de escaneo láser. Para evaluaciones de ingeniería, la norma API 579 requiere entradas de espesor, forma de onda y geometría; el TFM y el escaneo láser se complementan al proporcionar información de las superficies exterior e interior.
Optimización de la sonda y del escaneo
Frecuencia y área
La frecuencia óptima de ultrasonido para el mapeo de corrosión se encuentra entre 5 y 7,5 MHz. Las frecuencias más altas benefician a materiales delgados y a la resolución cercana a la superficie, pero pueden subestimar el área del defecto.
Resolución de escaneo TFM
La resolución puede reducirse de manera asimétrica (0,2 mm en el eje índice × 0,1 mm en profundidad) manteniendo una salida de imagen prácticamente idéntica, lo que incrementa la velocidad de adquisición casi al doble.
Este trabajo demuestra que es posible reducir la apertura activa de recepción durante la etapa FMC sin comprometer la calidad de la imagen. El estudio muestra que disponer de entre 8 y 32 elementos receptores por cada elemento transmisor es suficiente para mantener la calidad de imagen. Al reducir la apertura activa de recepción, la velocidad de escaneo puede mejorarse por un factor de 2, dependiendo de las estrategias de registro FMC.
Conclusiones
La integración de imágenes TFM con herramientas de posanálisis 3D genera perfiles de corrosión altamente precisos que coinciden estrechamente con la geometría física. La precisión del TFM permite la reconstrucción de formas de corrosión con excelente fidelidad. Para el mapeo de corrosión, las sondas en el rango de 5 a 7,5 MHz ofrecen el mejor equilibrio entre resolución y representación precisa del área. A pesar de que las mediciones de espesor son similares entre TFM y L-scan, sus comportamientos de imagen distintos requieren una interpretación cuidadosa. A medida que evolucionan nuevas técnicas de imagen, la consistencia en el monitoreo de corrosión a largo plazo sigue siendo un desafío importante.
Las comparaciones cuantitativas de área por sí solas no describen el comportamiento del eco. El L-scan y el TFM responden de manera diferente a la picadura, la erosión y los reflectores pequeños. Debido a que el TFM y el L-scan presentan características de imagen distintas, los autores recomiendan utilizar ambos métodos durante un período de transición para mantener la consistencia en la clasificación.
Este artículo ha sido elaborado por especialistas de Sonatest y publicado como parte de la séptima edición de Inspenet Brief febrero 2026, dedicada a contenidos técnicos del sector energético e industrial.