
Tabla de Contenidos
- ¿Qué es una junta bridada?
- Diseño de una junta bridada
- Requisitos de la aplicación
- Selección de materiales
- Dimensionamiento
- Tipo de juntas
- Tipo de cara de bridas
- Acabados o rugosidades
- Cálculos de sellado
- Cargas parásitas
- Pruebas y validación
- Inspección de juntas bridadas
- Inspección de juntas bridadas en servicio
- Inspección de juntas bridadas que están desarmadas o en proceso de ensamblado
- ¿Cómo inspeccionar una brida?
- Ajuste o apriete de los espárragos y pernos
- Mantenimiento de juntas bridadas
- Consideraciones para la instalación de juntas bridadas
- Reemplazo de espárragos y tornillo en Caliente
- Conclusiones
- Referencias
Las juntas bridadas son elementos de alta relevancia para las conexiones entre tuberías, equipos y accesorias en los sistemas industriales, además de facilitar el montaje y desmontaje de los mismos. Sin embargo, la instalación y el mantenimiento de estas juntas presentan una serie de desafíos que pueden afectar su rendimiento y la eficiencia operativa de todo el sistema.
En este artículo técnico, exploraremos los desafíos comunes enfrentados en la selección, instalación y mantenimiento de juntas bridadas en la industria, así como las soluciones recomendadas para abordar estos desafíos de manera efectiva. al proporcionar un sellado confiable.
¿Qué es una junta bridada?
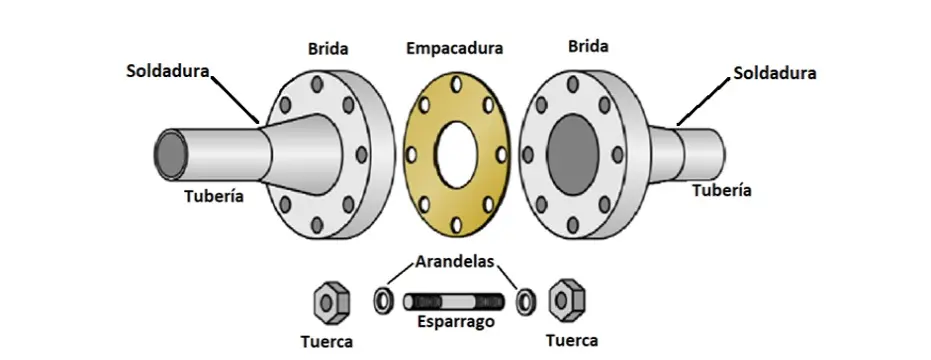
Es un sistema de acople que se utiliza para unir dos secciones de tuberías, tuberías con equipos o tuberías y con accesorios. Este sistema permite montar y desmontar las partes mencionas sin realizar operaciones destructivas, gracias a una circunferencia de agujeros a través de los cuales se montan pernos o espárragos de unión. Una junta bridada está compuesta por dos bridas, una empacadura de sello entre las dos bridas, espárragos o tornillos y las arandelas1 como se indica en la figura 1.
Diseño de una junta bridada
Diseñar este tipo de uniones es un proceso importante en la ingeniería mecánica, ya que, estas juntas se utilizan comúnmente para conectar tuberías, equipos y componentes en sistemas industriales, de procesamiento y de distribución de fluidos. A continuacion se presenta una descripción general de los pasos involucrados en el diseño de una junta de bridas:
Requisitos de la aplicación
Comienza por comprender los requisitos específicos de la aplicación para la junta de bridas. Esto incluye el tipo de fluido que se transportará a través del sistema, la presión, temperatura de operación, el ambiente externo y el tamaño y la clasificación de las bridas, entre otros factores.
Selección de materiales
Elegir los materiales adecuados para la junta de bridas en función de los requisitos de la aplicación. Los materiales comunes incluyen acero al carbono, acero inoxidable, goma, PTFE (politetrafluoroetileno), grafito, entre otros. La selección del material debe considerar la compatibilidad química, la capacidad de sellado y la resistencia a la temperatura y la presión.
Dimensionamiento
Calcula las dimensiones de la junta de bridas, incluido el diámetro interior y exterior, los espesores, los diámetros de los agujeros de las bridas y la longitud y diámetro de los pernos o espárragos. Esto generalmente se hace de acuerdo con las normas y estándares específicos como ASME B16.21/B16.1/B16.5 o ASME/ANSI B16.47. Estas partes normalmente están fabricadas a partir de materiales forjados y mecanizados o de fundición. Se clasifican según la presión y se expresan en libras por pulgada cuadrada (PSI).
Tipo de juntas
Hay varios tipos de juntas de bridas, el diseñados debe selecciona el tipo más adecuado para la aplicación específica de acuerdo con las especificaciones y tolerancias requeridas. Los tipos más comunes son:
- Bridas con cuello para soldar (WN – Welding Neck)
- Bridas deslizantes (SO – Slip-On)
- Bridas roscadas (TH – Threaded)
- Bridas para junta con solapa (LJ – Lap Joint)
- Bridas con asiento para soldar (SW – Socket Welding)
- Bridas ciegas (BL – Blind)
- Bridas de aislamiento eléctrico
Tipo de cara de bridas
Los tipos de caras determinan tanto las juntas necesarias para instalar la brida como las características relacionadas con el sello creado. Entre los tipos de cara comunes incluyen:
- Cara plana (FF): Tiene una superficie plana y uniforme combinada con una junta de Cara completa que hace contacto con la mayor parte de la superficie de la brida.
- Cara elevada (RF): Estas bridas cuentan con una pequeña sección elevada alrededor del orificio con una junta circular interior.
- Cara de junta anular (RTJ): Utilizada en procesos de alta presión y alta temperatura, este tipo de cara presenta una ranura en la que se asienta una junta metálica para mantener el sello.
- Machihembrado y Ranura (T&G): Cuentan con ranuras coincidentes y secciones elevadas. Este diseño ayuda a que las bridas puedan se auto alinearse.
- Macho y hembra (M&F): Similares a las bridas machihembradas, pero utilizando un par de ranuras y secciones elevadas para asegurar la junta. Sin embargo, a diferencia de las bridas machihembradas, estas retienen la junta en la cara hembra, lo que proporciona una colocación más precisa.
Acabados o rugosidades
Los tipos de cara también ofrecen diferentes acabados o rugosidades. Elegir la rugosidad adecuada es importante ya que determinarán la junta óptima para un sello confiable. En general las caras lisas funcionan mejor con juntas metálicas, mientras que las caras más rugosas ayudan a crear sellos más fuertes con juntas de material blando.
Cálculos de sellado
Realiza cálculos para garantizar que la junta de bridas proporcionará un sellado adecuado bajo las condiciones de presión y temperatura previstas. Esto puede incluir análisis de resistencia de materiales, cálculos de compresión de la junta y pruebas de fugas.
Cargas parásitas
Las cargas parásitas, como la vibración y la carga térmica, pueden afectar la integridad de los pernos y las bridas, por lo que es importante tenerlas en cuenta durante el diseño y la instalación.
Pruebas y validación
Antes de la instalación, es importante realizar pruebas y validaciones en la junta de bridas para garantizar su rendimiento y fiabilidad. Esto puede incluir pruebas de fugas, pruebas de resistencia a la presión y pruebas de compresión.
Inspección de juntas bridadas
Las inspecciones de las juntas bridadas se pueden realizan estando en servicio o durante el proceso de armado.
Inspección de juntas bridadas en servicio
Para este tipo de evaluación se recomiendo evaluar los tres componentes de la junta. siguiendo los pasos siguientes:
- Primeramente, realizar una inspección visual general (VT) a toda la junta bridada, con el fin de determinar daños o desviaciones macro y posibles fugas de fluido.
- Empacaduras: Realizar inspección visual directa (VT) para verificar que la junta no tenga fuga de producto por esta parte, inspeccionar la condición de las partes visibles de las empacaduras y que la mimas cumplan con las especificaciones requeridas por el servicio, en función de la temperatura, presión y el tipo de fluido. Como esta evolución es limitada solo a lo accesible, se puede definir si el material, es metálico o no, si el espesor es el adecuado y si hay proceso de degradación de la empacadura.
- Espárragos tornillos y tuercas: Inspeccionar las partes visibles de estos elementos para verificar que las dimensiones estén de acuerdo con la clase de presión (Rating) de la bridadas, según lo determine la norma bajo las cuales fueron fabricadas (Por ejemplo, ASME B16.21/B16.1/B16.5 o ASME/ANSI B16.47, entre otras), Igualmente verificar el nivel de corrosión que puedan tener estos elementos.
- Bridas: Evaluar las condiciones de las partes visibles de las bridas para determinar los niveles de corrosión. Verificar, apoyado con el estampado en las bridas, que los tipos de bridas, materiales y la presión máxima permitida, estén acorde con los requerimientos del servicio, según el diseño. Igualmente comprobar que el paralelismo y la excentricidad estén dentro de las tolerancias permitidas, para lo cual nos podemos apoyar del estándar ASME PCC-2.
Inspección de juntas bridadas que están desarmadas o en proceso de ensamblado
- Antes de iniciar el ensamble de la junta bridada, el Inspector debe solicitar y conocer las especificaciones de diseño de la tubería o clase de tubería y la ficha técnica de cada una de las partes. Con esta información de respaldo se evalúa las partes que conforman la junta bridada, dichas partes serán liberadas si cumplen con os siguientes con los requerimientos pertinente.
- Empacaduras: Evaluar las empacadura metálica, no metálica o combinadas y verificar que cumpla con las especificaciones de diseño en función del tipo de brida, material, temperatura, presión y tipo de fluido.
- No es aceptable reutilizar empacaduras, excepto las utilizadas en las juntas de cara de junta anular (RTJ) que pueden rehusarse después de haber sido reacondicionadas de manera consistente con la especificación original.
- Espárragos, tornillos y tuercas: Inspeccionar estos elementos y verificar que cumplan con las especificaciones del diseño (material, diámetros, longitud, paso de la rosca y espesor de la tuerca), que las dimensiones estén de acuerdo con los diámetros y clase de presión (Rating) de la bridadas, según lo determine la norma bajo las cuales fueron fabricadas (Por ejemplo, ASME B16.21/B16.1/B16.5 o ASME/ANSI B16.47, entre otras). Un punto adicional a considerar para determinar las longitudes de los pernos o espárragos, son los espesores de las arandelas y que, para el uso de máquinas o herramientas de tensionado, los pernos o espárragos se debe extender al menos una vez sus diámetros más allá de la cara exterior de la tuerca en el lado donde se colocará el tensor como se observa en la figura 2.

El exceso de saliente de la rosca puede dificultar el desmontaje futuro de la junta, debido a la corrosión o daños en esas zonas, por lo tanto, el saliente de la rosca debe ser minimizado.
Se debe verificar que se aplique lubricación abundante y completamente a las roscas de las tuercas y ambos extremos de los pernos. El lubricante reduce el coeficiente de fricción y resulta en menos torque requerido para lograr una determinada tensión, mejora la consistencia de la carga lograda de perno a perno dentro de la junta, y ayuda en el montaje. La lubricación debe realizarse independientemente del método de apriete utilizado.
¿Cómo inspeccionar una brida?
Las bridas deben ser Inspeccionadas de la forma siguientes:
- Verificar en el estampado de las bridas que las mismas cumplan con los requerimientos del diseño en función de los tipos de bridas, tipo de fluido, materiales y presiones,
- Evaluar toda su superficie interna y externa para determinar posibles niveles de corrosión.
- Comprobar la limpieza de la cara de contacto con la empacadura. Esta área debe estar completamente limpia, libres de cualquier sustancia o elementos.
- Inspeccionar las superficies de las bridas en contacto con la empacadura para ubicar posibles daños por corrosión, ralladuras o golpes. Los daños ubicados en la superficie de empacadura tiene un nivel de aceptación establecido por ASME PCC-1 en el appendix D del (Guidelines for allowable gasket contact surface flatness and defect depth) y esto lo determina su ubicación y magnitud.
- Verifique que las rugosidades de las superficies de contacto con las empacaduras cumplan con las recomendaciones del ASME PCC 1.
Ajuste o apriete de los espárragos y pernos
Para el ajuste de los pernos y espárragos existen varios métodos, tales como: llaves de mano, llaves de impacto, herramientas neumáticas de torsión o torque, herramientas de tensionado, entre otras. El ASME PCC 1 establece las cargas y limitaciones de cada una de estas3. La secuencia del patrón de ajuste o apriete de los pernos y espárragos se realiza de forma lineal siguiendo el esquema mostrado en la figura 3.
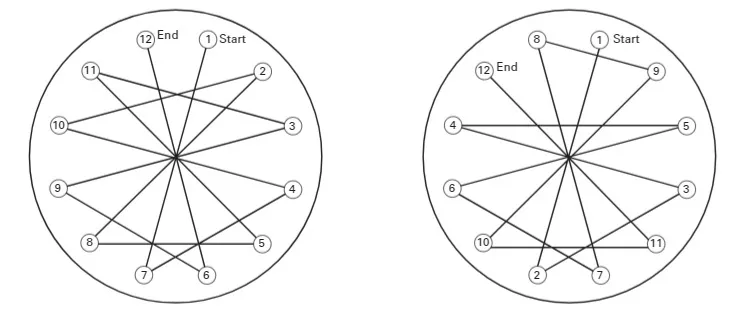
Ejemplo de Secuencias Numéricas Heredadas y Alternativas para Uniones de 12 Pernos
Mantenimiento de juntas bridadas
Las juntas bridadas son dispositivos muy importantes para las operaciones mantenimiento preventivo y correctivo, ya que facilitan el montaje y desmontaje de manera relativamente sencilla de equipos, tuberías y componentes, igualmente facilita el acceder rápidamente a las partes que necesitan reparación o sustitución, reducen el tiempo durante las operaciones de mantenimiento, mejora la disponibilidad operativa y reduce los costos.
Los trabajos de montaje y desmontaje de las juntas bridadas requieren de mucha precisión, personal capacitados y cumplimento con las especificaciones de diseño y los estándares como el ASME PCC-2 el cual determina todo lo relacionado con el mantenimiento de las juntas bridadas. Algunas de las actividades que deben considerarse e la mantenibilidad son las siguientes:
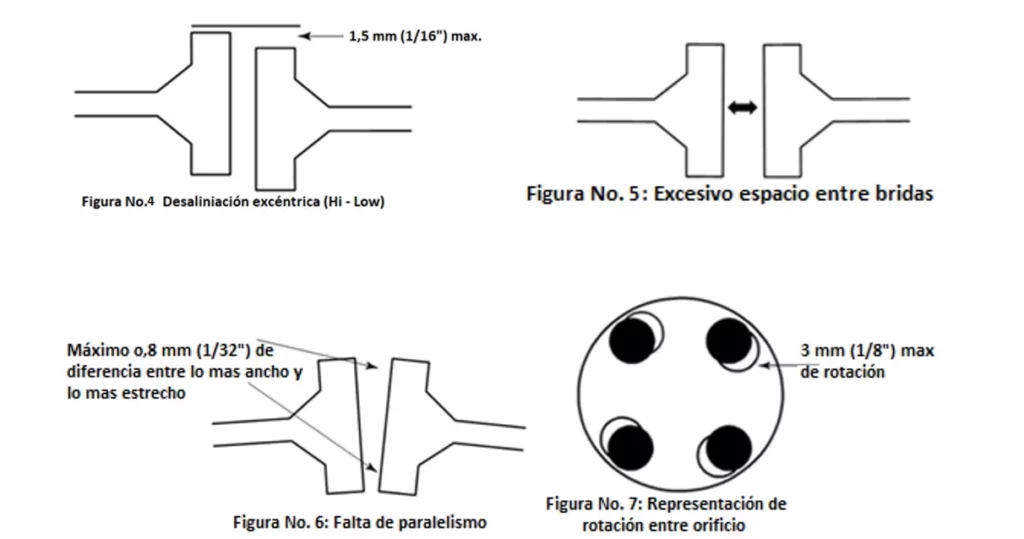
- Alineación precisa: Uno de los principales desafíos durante la instalación de juntas bridadas es lograr una alineación precisa entre los componentes de la junta bridada. La falta de alineación adecuada puede provocar tensiones en la junta y resultar en fugas. Las figuras 4, 5, 6, 7 y 8 muestran los tipos de desalineación con sus tolerancias3 y un ejemplo real de las mismas.

- Torsión adecuada de pernos: La falta de un torque adecuado puede provocar una carga insuficiente en la junta, lo que resulta en fugas o incluso en la deformación permanente de la junta.
- Contaminación durante la instalación: La contaminación por suciedad, grasa u otros contaminantes durante la instalación puede comprometer la integridad de la junta y afectar su capacidad para sellar de manera efectiva.
Consideraciones para la instalación de juntas bridadas
- Procedimientos de alineación: Implementar procedimientos adecuados de alineación durante la instalación, como el uso de dispositivos de alineación y técnicas de medición precisas, puede garantizar una alineación óptima entre las bridas.
- Control de torque: Utilizar herramientas de torsión calibradas y seguir los valores de torque recomendados por el fabricante para garantizar una carga adecuada en los pernos de las bridas. Además, considerar el uso de técnicas de pre-carga controlada para mejorar la uniformidad del torque en los pernos.
- Procedimientos de instalación limpios: Implementar procedimientos de instalación limpios para evitar la contaminación de las juntas. Esto puede incluir la limpieza adecuada de las superficies de las bridas y el uso de herramientas y equipos limpios durante la instalación.
- Minimizar las posibles fugas: Estas pueden ocurrir debido a una variedad de razones, como la deformación de la junta, daño en las bridas, torsión insuficiente de los pernos o contaminación. Detectar y reparar estas fugas de manera oportuna es crucial para evitar pérdidas de producto y garantizar la seguridad del personal.
- Acceso limitado: En algunas aplicaciones industriales, el acceso limitado a las juntas bridadas puede dificultar el mantenimiento adecuado. Esto puede requerir el uso de equipos especializados o el desarrollo de procedimientos de mantenimiento específicos para garantizar un acceso seguro y efectivo a las juntas.
Reemplazo de espárragos y tornillo en Caliente
El reemplazo de pernos en caliente implica la sustitución de los espárragos o tornillos de las juntas bridadas mientras el equipo o tubería está en funcionamiento. Este proceso es altamente riesgoso y requiere una planificación meticulosa y el seguimiento de procedimientos específicos para garantizar la seguridad y la integridad del personal y los equipos. Los ingenieros deben calcular la resistencia de carga de la junta con espárragos faltantes y de alta corrosividad y ello determinara si es factible realizar los remplazos de espárragos uno a uno.
A continuación, se presentan los pasos generales para el reemplazo de pernos en caliente:
- Evaluación de la situación: Antes de proceder con el reemplazo, es crucial evaluar la condición de los pernos y las bridas para identificar posibles problemas como desgaste, corrosión o deformación.
- Evaluación de riesgos: Realiza una evaluación de riesgos específica para la tarea de reemplazo de espárragos o tornillos en caliente, identificando posibles peligros y desarrollando estrategias para mitigarlos.
- Equipo de protección personal (EPP): Asegúrate de que las medidas de seguridad requeridas, incluyendo el uso de equipo de protección personal (EPP) adecuado y el cumplimiento de los procedimientos de seguridad establecidos.
- Formación del personal: Asegúrate que todo el personal involucrado en el reemplazo esté debidamente capacitado y tenga la experiencia necesaria para realizar la tarea de manera segura y eficiente.
- Preparación del área de trabajo: Se debe establecer un perímetro de seguridad alrededor del área de trabajo y asegurar que se cumplan todas las normativas de seguridad aplicables. Además, es importante contar con el equipo de protección personal adecuado.
- Selección de herramientas y equipos: Seleccionar las herramientas y equipos adecuados para el corte e instalación de los espárragos, teniendo en cuenta factores como el tamaño, el material, la ubicación de las bridas y las cargas parásitas que ejerzan la herramienta o equipo.
- Inspección post-reemplazo: Realizar una inspección exhaustiva después del reemplazo para verificar la integridad de los pernos, las bridas y las juntas, y asegurar que no haya fugas ni defectos que puedan comprometer la operación segura del equipo.
Conclusiones
La instalación y el mantenimiento adecuados de las juntas bridadas son fundamentales para garantizar la integridad y la eficiencia de los sistemas industriales. Al abordar los desafíos comunes asociados con estas juntas, como la alineación precisa, el control de torque y la selección adecuada del material, las empresas pueden mejorar la confiabilidad de sus operaciones y minimizar el riesgo de fugas y fallas. Al seguir las soluciones recomendadas y adoptar prácticas de mantenimiento proactivas, las juntas bridadas pueden desempeñar su papel de manera efectiva en una amplia gama de aplicaciones industriales.
Referencias
- MEP SKILLS; «Instrucción básica para ensamblar una junta de brida»; https://www.mepskills.com/2023/08/Assembling%20a%20Flange%20Joint.html
- Empresa. Imsac Sas; https://imsacsas.com/equipos-de-torqueo-hytorc/
- Apéndice F (APPENDIX F “Alternatives to legacy tightening sequence/pattern”) del ASME PCC 1.