Tabla de Contenidos
- ¿Qué es la pulverización térmica?
- Diferentes tipos de pulveriacion termica
- Recubrimientos de Barrera Térmica (TBC)
- Infraestructura industrial exterior
- Inspección y aceptación
- Medición del Espesor de Película Seca (DFT)
- Adhesión y resistencia de la unión
- Evaluación de la porosidad
- Fallas típicas: Causas, indicadores y solución
- Tecnologías de ingeniería de superficies
- Conclusiones
- Referencias
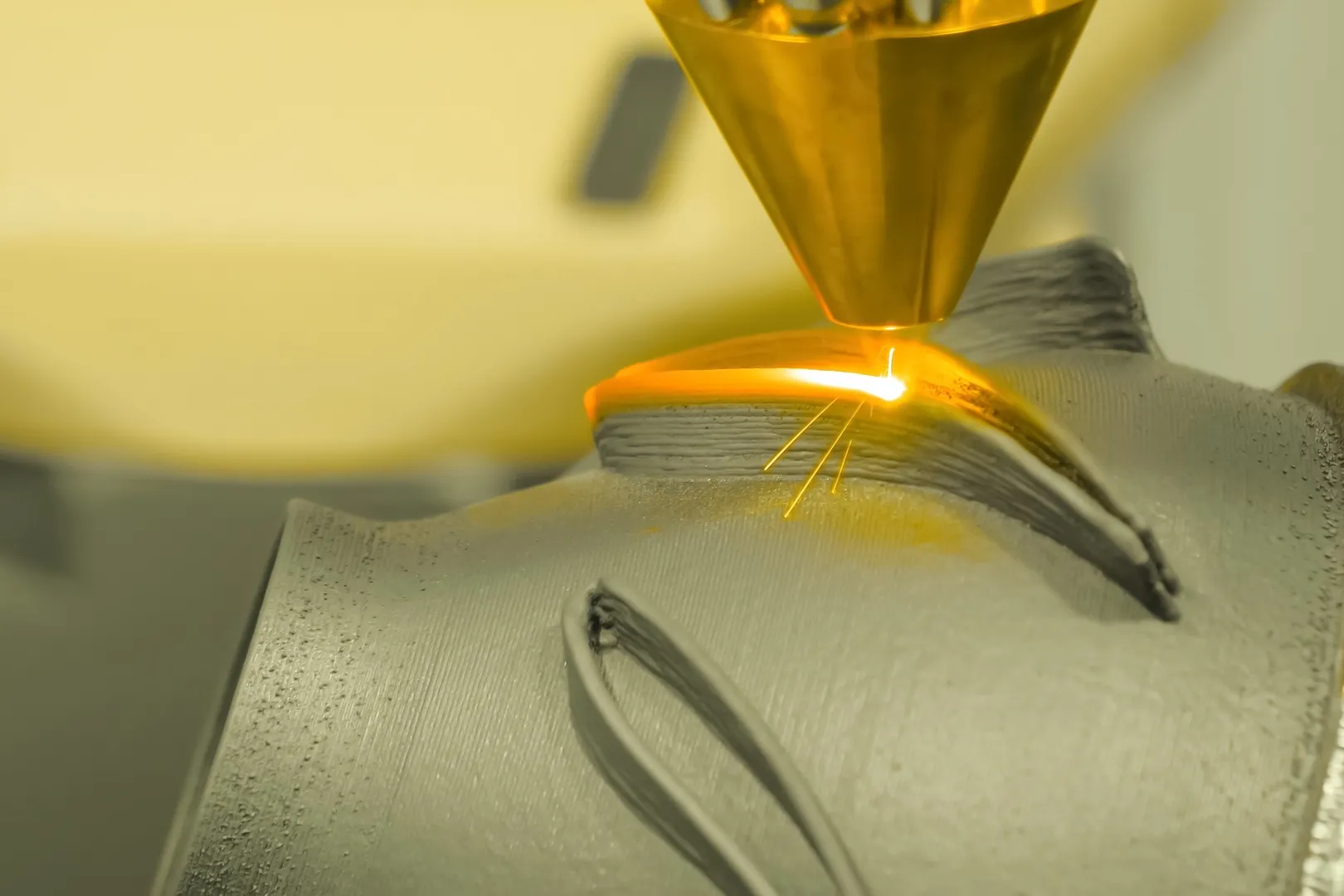
La pulverización térmica es una tecnología de ingeniería de superficies versátil y ampliamente utilizada que ha encontrado aplicaciones en diversas industrias. Implica la deposición de materiales sobre un sustrato para mejorar sus propiedades, como resistencia al desgaste, resistencia a la corrosión y aislamiento térmico.
Esta tecnología utiliza una fuente de calor para fundir o ablandar el material de revestimiento, que luego se pulveriza sobre la superficie del sustrato en una forma finamente atomizada. Las fuentes de calor más comunes incluyen llamas de combustión, arcos eléctricos y plasma. El material de recubrimiento puede estar en forma de polvo, alambre o varilla. Una vez que las partículas fundidas o ablandadas golpean el sustrato, se solidifican rápidamente y forman una fina capa de recubrimiento. Este proceso se puede repetir varias veces para lograr el espesor de recubrimiento deseado.
¿Qué es la pulverización térmica?
La pulverización térmica: Aplicación, inspección y fallas típicas es un conjunto de procesos de recubrimiento industrial en los que las materias primas (metales, aleaciones, cerámicas, cermets o compuestos) se calientan hasta un estado fundido o semi-fundido y se propulsan a alta velocidad sobre un sustrato preparado. Al impactar, las gotas se aplanan, se enfrían rápidamente y se solidifican formando salpicaduras entrelazadas, formando un recubrimiento denso y adherente mediante sucesivas pasadas del soplete.
La física fundamental se basa en dos vectores de energía que actúan simultáneamente: la energía térmica, que convierte la materia prima en un estado fundido o plastificado, y la energía cinética, que propulsa las partículas hacia el sustrato.
El equilibrio entre estos dos vectores, y el hardware utilizado para crearlos, es lo que diferencia cada proceso de pulverización térmica de los demás y, en última instancia, determina la microestructura, la porosidad, la resistencia de adhesión y el rendimiento del recubrimiento resultante.
Deposita recubrimientos unidos mecánicamente en lugar de fusionados metalúrgicamente, lo que significa que la temperatura del sustrato se mantiene baja durante todo el proceso (normalmente por debajo de 150-200 °C), evitando la distorsión o el daño metalúrgico del material base.
Además, puede producir recubrimientos a partir de una gama prácticamente ilimitada de materiales, desde zinc de sacrificio para la protección contra la corrosión hasta zirconio estabilizado con itria para el aislamiento térmico en turbinas de gas.
Diferentes tipos de pulveriacion termica
Proyección por llama (Alambre/Polvo de Combustión)
La pulverización térmica por llama, la forma más antigua y sencilla, utiliza una llama de oxiacetileno u oxipropano para fundir un alambre o polvo, que posteriormente se atomiza y se impulsa mediante una corriente de aire comprimido.
Las velocidades de las partículas son relativamente bajas (40-80 m/s), lo que produce recubrimientos con mayor porosidad y menor resistencia de adhesión que los procesos más energéticos.
A pesar de estas limitaciones, la pulverización térmica por llama sigue utilizándose ampliamente para la reparación en campo de recubrimientos de zinc proyectados térmicamente en puentes e infraestructuras, y para la aplicación de aleaciones auto fundentes de NiCrBSi que posteriormente se funden mediante calentamiento con soplete u horno.
Proyección térmica por arco
La pulverización térmica por arco utiliza el arco eléctrico generado entre dos electrodos de alambre consumibles para fundir el material de recubrimiento. El aire comprimido (o un gas inerte) atomiza el baño de fusión y lo impulsa hacia el sustrato.
Dado que la fuente de energía es eléctrica en lugar de combustión, los sistemas de pulverización por arco son compactos, económicos de operar y capaces de alcanzar velocidades de deposición muy altas, lo que los convierte en el proceso preferido para aplicaciones anticorrosivas de gran superficie, como puentes de acero, estructuras offshore y estructuras marinas.
El proceso se limita a la alimentación de alambres conductores de electricidad; no puede pulverizar cerámica ni cermet directamente. Las velocidades de partícula de 80-150 m/s producen recubrimientos más densos que sus equivalentes pulverizados con llama, con una porosidad típica del 5-15 %, dependiendo del material y los parámetros.
Oxígeno-combustible de alta velocidad (HVOF)
El HVOF combina oxígeno y un gas combustible (propano, propileno, hidrógeno o queroseno líquido) en una cámara de combustión de alta presión. Los gases en expansión se aceleran a través de una boquilla convergente-divergente a velocidades supersónicas, llevando la materia prima en polvo a velocidades de impacto de 300 a 600 m/s.
A estas velocidades, no es necesario que las partículas estén completamente fundidas; la energía cinética del impacto completa el proceso de adhesión. El resultado es un recubrimiento de densidad excepcional (porosidad típica del 1 al 3%), muy alta resistencia de adhesión (que frecuentemente supera los 70 MPa) y bajo contenido de óxido. El HVOF es el proceso de referencia para aplicaciones exigentes de desgaste y corrosión.
Proyección de Plasma Atmosférico (APS)
La pulverización térmica de plasma genera un chorro de plasma de alta entalpía mediante el paso de un gas (normalmente argón con adición de hidrógeno o helio) a través de un arco eléctrico de CC de alta potencia entre un cátodo de tungsteno y un ánodo de cobre refrigerado por agua.
El plasma resultante alcanza temperaturas superiores a 15.000 K, suficiente para fundir cualquier material de ingeniería conocido, incluyendo cerámicas refractarias y óxidos. La materia prima en polvo se inyecta en el chorro de plasma, se funde y se propulsa sobre el sustrato a velocidades de 200 a 600 m/s.
La principal ventaja de la proyección de plasma sobre el HVOF es su inigualable capacidad térmica: es el único proceso capaz de depositar cerámicas de alta pureza como la zirconia estabilizada con itria (YSZ), la alúmina (Al₂O₃) y el titanio (TiO₂). En la tabla 1, se muestra un resumen de los principales tipos.
Tabla 1. diferentes tipos de pulverización térmica
| Proceso | Fuente de calor | Velocidad (m/s) | Porosidad (%) | Resistencia de adhesión | Materiales típicos |
| Pulverización por llama | Oxicombustión | 40–80 | 10–20 | Moderada (5–20 MPa) | Zn, Al, NiCrBSi, bronce |
| Pulverización por arco | Arco eléctrico | 80–150 | 5–15 | Buena (10–35 MPa) | Zn, Al, ZnAl, acero inoxidable |
| HVOF | Oxicombustión a alta presión | 300–600 | 1–3 | Excelente (>70 MPa) | WC-Co, MCrAlY, cermets |
| Pulverización por plasma (APS) | Arco de plasma de CC (>15.000 K) | 200–600 | 5–15 | Buena (20–50 MPa) | Ceramics (YSZ), MCrAlYs, oxides |
Recubrimientos de Barrera Térmica (TBC)
Los recubrimientos de barrera térmica representan la aplicación de mayor rendimiento de la tecnología de pulverización térmica.
Su función es actuar como una capa aislante térmica entre la corriente de gas de combustión caliente y el componente metálico subyacente, lo que permite elevar la temperatura de entrada de la turbina por encima del punto de fusión del sustrato de súper-aleación de níquel o reducir la necesidad de aire de refrigeración para la misma temperatura, aumentando así la eficiencia de la turbina y la vida útil del componente.
Su función es doble: reducir el desajuste del coeficiente de expansión térmica (CTE) entre la capa superior cerámica y el sustrato de súper-aleación, y formar una capa de alúmina estable y de crecimiento lento (óxido de crecimiento térmico o TGO) que actúa como barrera de difusión en la interfaz cerámica-metal.
Infraestructura industrial exterior
Una amplia categoría de activos industriales exteriores (estructuras de acero de plantas petroquímicas, estructuras de generación de energía, tanques de almacenamiento de productos químicos, tuberías expuestas a la superficie e infraestructura de transporte) están protegidos mediante recubrimientos por pulverización térmica que operan en entornos de corrosividad C4 (alta) a CX (extrema).
La principal ventaja sobre los sistemas de recubrimiento orgánico es su larga duración: un solo recubrimiento TSZ o TSA correctamente aplicado puede durar más de tres o más ciclos completos de repintado de los sistemas epóxicos convencionales de alto espesor, lo que reduce la carga total de mantenimiento durante el ciclo de vida y los riesgos de seguridad y ambientales asociados al trabajo en altura o en espacios confinados.
Inspección y aceptación
La inspección de recubrimientos por pulverización térmica se rige por la norma ISO 2063 (Partes 1 y 2) para sistemas de protección contra la corrosión de zinc y aluminio, complementada con las normas ASTM y EN para métodos de ensayo específicos.
La inspección se realiza en tres etapas: verificación de la preparación de la superficie antes de la aplicación, supervisión durante el proceso de proyección y pruebas de aceptación posteriores a la aplicación. Los parámetros de inspección, las normas aplicables, los instrumentos y los criterios de aceptación típicos se resumen en la Tabla 2.
Tabla 2. criterios de aceptación para la inspección de recubrimientos por pulverización térmica.
| Parámetro | Método/Norma | Instrumento | Límite típico | Frecuencia |
| Espesor de película seca (DFT) | ASTM D7091 / ISO 2063-2 | Medidor magnético/de corrientes de Foucault (p. ej., Positector 6000) | Según especificación (p. ej., ≥100 µm Zn) | Cada capa, cada 1–5 m² |
| Adherencia/Fuerza de unión | ASTM D4541 / ASTM C633 / ISO 4624 | Probador de tracción portátil (método Dolly) | Zn: ≥3,5 MPa; HVOF: ≥70 MPa | Placas de prueba por lote + controles aleatorios |
| Porosidad (%) | ASTM E2109 (laboratorio) / inspección visual en obra | Microscopía óptica/SEM; software de análisis de imágenes | Proyección por arco: <15 %; HVOF: <3 % | Laboratorio, en cupones de prueba |
| Perfil superficial (Rz) | ISO 8503 / ASTM D4417 | Cinta de réplica (Testex) o perfilómetro de aguja | 50–75 µm (Zn/Arco); ≥75 µm (HVOF) | Antes de pulverizar, en cada sesión de granallado |
| Apariencia visual | ISO 2063-2 / SSPC-VIS 1 | Lupa iluminada de 10 aumentos; vista a simple vista | No cracking, blistering, bare areas, drips | 100% of coated area |
Medición del Espesor de Película Seca (DFT)
El espesor de película seca se mide de forma no destructiva utilizando medidores electrónicos de espesor de recubrimiento que funcionan según el principio de inducción magnética (para recubrimientos no magnéticos sobre sustratos ferrosos, el caso más común para TSZ y TSA sobre acero estructural) o el principio de corrientes de Foucault (para recubrimientos sobre sustratos no ferrosos como el aluminio, o para sustratos de acero inoxidable).
La norma ASTM D7091 establece la práctica que rige estas mediciones, mientras que las normas internacionales correspondientes son ISO 2178 (método magnético) e ISO 2360 (método de corrientes de Foucault).
La norma SSPC-PA 2 prescribe un protocolo de frecuencia de medición: un mínimo de cinco lecturas puntuales por punto de medición, tomadas con una separación mínima de 25 mm; las mediciones se realizan a intervalos determinados por el área recubierta (p. ej., una lectura por cada 10 m² para áreas grandes). El promedio de las lecturas puntuales constituye el espesor en ese punto. Ninguna lectura individual puede ser inferior al 80 % del mínimo especificado.
Adhesión y resistencia de la unión
Las pruebas de adhesión de recubrimientos por pulverización térmica son inherentemente destructivas y, por lo tanto, se realizan principalmente en placas de prueba específicas que se proyectan durante la producción (placas de prueba de calificación) o, estadísticamente, directamente sobre la superficie recubierta en los puntos designados en el plan de inspección.
El método de desprendimiento (dolly), regulado por las normas ASTM D4541 e ISO 4624, es el método de campo estándar: se adhiere una plataforma metálica (normalmente de 20 mm de diámetro) a la superficie del recubrimiento con un adhesivo epóxico de alta resistencia, se cura y se tira perpendicularmente a la superficie utilizando un comprobador hidráulico o neumático calibrado.
Para las pruebas de laboratorio de la resistencia de la unión por pulverización térmica, la norma ASTM C633 define una prueba de adhesión por tracción utilizando accesorios de carga acoplados unidos a ambas caras de un disco proyectado.
Este método se aplica más comúnmente a HVOF y recubrimientos rociados con plasma donde las altas resistencias de adhesión (>10 000 psi/70 MPa) pueden exceder la capacidad del adhesivo, lo que hace que el resultado sea una medición de límite inferior en lugar de una carga de falla real.
Evaluación de la porosidad
La porosidad es una característica intrínseca de todos los recubrimientos por pulverización térmica, derivada de la fusión incompleta de las partículas pulverizadas, el gas atrapado durante el vuelo de las partículas y el mecanismo de solidificación lamelar.
El nivel de porosidad depende del proceso: los recubrimientos pulverizados a la llama pueden presentar una porosidad superficial del 10 al 20 %; los recubrimientos metálicos pulverizados por arco, típicamente del 5 al 15 %; los recubrimientos cerámicos pulverizados por plasma, del 8 al 15 % (intencional en recubrimientos termoendurecibles); y los recubrimientos HVOF, del 1 al 3 %. Las mediciones de porosidad se realizan en secciones transversales metalográficamente preparadas de piezas de producción o cupones de prueba complementarios, siguiendo los procedimientos de la norma ASTM E2109.
Fallas típicas: Causas, indicadores y solución
Las fallas en el recubrimiento por pulverización térmica se pueden clasificar según su etapa de origen: fallas previas a la aplicación (errores durante la preparación de la superficie), defectos en la etapa de aplicación (parámetros de pulverización incorrectos) y degradación en servicio (deterioro ambiental y mecánico durante la vida útil del recubrimiento).
Comprender la causa raíz de cada modo de falla es esencial tanto para la solución como para prevenir su recurrencia. La Tabla 3, ofrece un resumen estructurado de los modos de falla más comunes.
Tabla 3. Modos de falla más comunes en los recubrimientos
| Modo de falla | Causas principales | Indicadores visuales | Corrección |
| Delaminación/Desconchado | Preparación inadecuada de la superficie; contaminación; desajuste del CTE | Descascarillado, secciones desprendidas; sonido hueco en la prueba de golpeteo | Reaplicar con chorro abrasivo a Sa 2½–Sa 3; eliminar todo el material suelto; volver a aplicar |
| Porosidad excesiva | Baja velocidad de las partículas; distancia de pulverización excesiva; materia prima húmeda | Textura esponjosa; corrosión rápida en servicio; huecos visibles al microscopio | Optimizar los parámetros de pulverización; aplicar sellador; revisar el contenido de humedad de la materia prima |
| Agrietamiento térmico/Agrietamiento por lodo | Sobrecalentamiento del sustrato; exceso de EPS por pasada; enfriamiento rápido | Red de grietas superficiales que se asemejan al lodo seco | Controlar el precalentamiento del sustrato; reducir el espesor de la pasada; permitir un enfriamiento controlado |
| Oxidación de la capa de unión (TBC) | Servicio a alta temperatura; penetración de oxígeno a través de la capa superior porosa | Crecimiento de la capa de TGO; pérdida de adherencia; desprendimiento cerámico | Usar una capa de unión HVOF de baja porosidad; optimizar la composición de MCrAlY; supervisar el espesor de TGO |
| Ampollas/Corrosión | Poros/huecos; contaminación por sales solubles antes de la pulverización; sellado insuficiente | Ampollas en forma de cúpula; manchas de óxido en los bordes; sellador descascarillado | Aplicar los límites de cloruro (≤20 mg/m²); volver a aplicar con chorro abrasivo; aplicar sellador inmediatamente después de la pulverización |
| Baja adherencia en la aplicación | Contaminación de la superficie (aceite, óxido, condensación); perfil de grano incorrecto | Valores de desprendimiento por debajo de las especificaciones; el recubrimiento se levanta en los bordes | Verificar el margen de punto de rocío (≥3 °C); volver a limpiar la superficie; confirmar un perfil angular ≥50 µm |
Tecnologías de ingeniería de superficies
Los recubrimientos por pulverización térmica representan una de las tecnologías de ingeniería de superficies más versátiles y duraderas disponibles para los ingenieros de protección contra la corrosión y mantenimiento estructural.
El rendimiento de cualquier sistema de recubrimiento por este procedimiento es inseparable de la calidad de la preparación de la superficie, la competencia del aplicador y el rigor del régimen de inspección y aceptación aplicado durante todo el proceso.
La norma ISO 2063 proporciona el marco regulatorio fundamental para las aplicaciones de protección contra la corrosión; las normas de ensayo ASTM que la respaldan (D7091, D4541, C633 y E2109) proporcionan las herramientas cuantitativas específicas para verificar el cumplimiento.
En el sector de infraestructuras, décadas de rendimiento documentado en campo; incluyendo puentes con revestimiento dúplex de TSZ en servicio durante más de 50 años en entornos costeros corrosivos; confirman que la metalización porpulverización térmicaofrece la mayor vida útil ininterrumpida de cualquier sistema de protección contra la corrosión del acero disponible actualmente.
Las principales barreras para una adopción más amplia no son técnicas, sino operativas: el requisito de granallado abrasivo de Sa 2½–Sa 3 (a menudo difícil en zonas pobladas o con vulnerabilidad ambiental), la formación y cualificación de los operarios, y el mayor coste inicial de la aplicación en comparación con la pintura convencional, una inversión que suele recuperarse en uno o dos ciclos de mantenimiento a lo largo de la vida útil del activo.
Conclusiones
La pulverización térmica se consolida como una de las tecnologías más robustas y versátiles en la ingeniería de superficies moderna, ofreciendo soluciones de alto desempeño frente al desgaste, la corrosión y las condiciones térmicas extremas. Su éxito no depende únicamente del proceso seleccionado, llama, arco, HVOF o plasma, sino del control integral de las variables operativas, la calidad de la preparación superficial y el cumplimiento estricto de los criterios normativos de inspección.
Cuando se aplica bajo estándares técnicos rigurosos, la pulverización térmica no solo prolonga significativamente la vida útil de los activos industriales, sino que reduce los costos del ciclo de vida y los riesgos operativos asociados al mantenimiento frecuente. Su adopción estratégica en infraestructuras críticas y componentes de alto desempeño representa una inversión técnicamente justificada y sosteniblemente rentable a largo plazo.
Referencias
- https://www.iso.org/standard/76499.html
- https://store.astm.org/d4541-22.html