Tabla de Contenidos
- ¿Qué es el perfil de anclaje en recubrimientos?
- Normas técnicas de referencia
- Cómo se mide el perfil de anclaje en recubrimientos?
- Relación entre perfil de anclaje y espesor seco (DFT)
- Consecuencias de un perfil excesivo o insuficiente
- Valores recomendados según tipo de sistema
- Factores que influyen en el perfil generado
- Control del perfil de anclaje en el aseguramiento de calidad
- Conclusiones
- Referencias
- Preguntas Frecuentes (FAQ)
En ingeniería de protección anticorrosiva, la discusión técnica suele centrarse en el espesor seco aplicado, la compatibilidad química entre capas o la clasificación ambiental del sitio de servicio. Sin embargo, el desempeño real del sistema no comienza con la pintura, sino con la condición microgeométrica del acero. El perfil de anclaje en recubrimientos constituye la interfaz física donde se transfiere carga mecánica, tensión residual, esfuerzo térmico y solicitaciones dinámicas entre el sustrato y el recubrimiento. Cuando este parámetro no es controlado correctamente, todo el sistema queda estructuralmente comprometido desde su base.
¿Qué es el perfil de anclaje en recubrimientos?
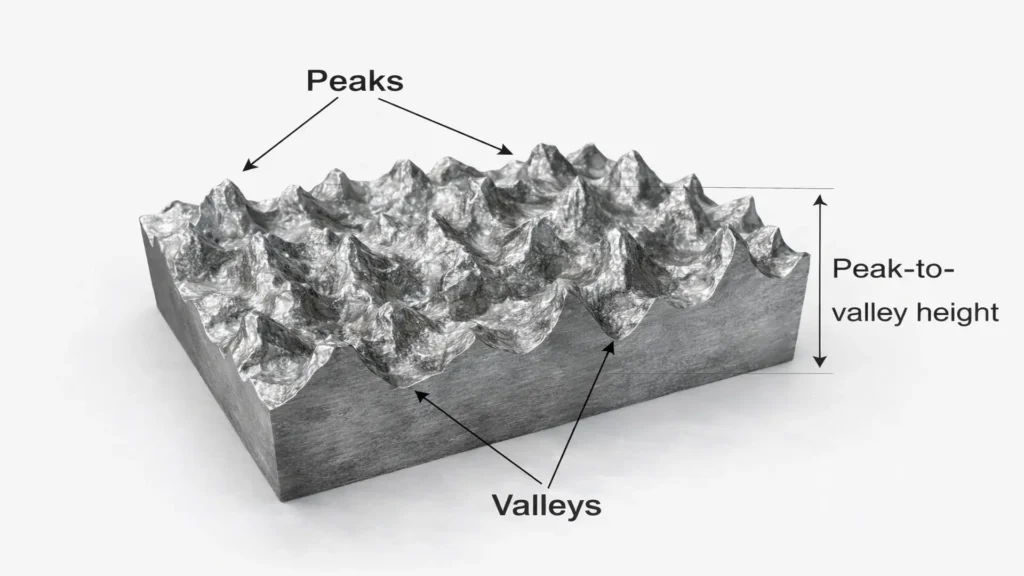
El perfil de anclaje es la topografía irregular generada en la superficie del acero mediante impacto abrasivo controlado. Desde el punto de vista metrológico, se define como la distancia vertical promedio entre los picos más altos y los valles más profundos dentro de un área determinada. No se trata de una rugosidad superficial genérica, sino de una geometría funcional diseñada para producir anclaje mecánico.
Cuando las partículas abrasivas impactan el acero a alta velocidad, producen deformación plástica localizada, microcortes y desplazamiento de material. Esto genera una superficie con alto desarrollo de área específica. La pintura aplicada posteriormente fluye hacia los valles y, al curar, crea un enclavamiento mecánico tridimensional. Esta interacción física es la que permite que el recubrimiento resista esfuerzos de cizallamiento, tensión y pelado durante su vida útil.
Es importante comprender que la adherencia de un sistema de recubrimiento es una combinación de fuerzas físico-químicas y anclaje mecánico. En ambientes severos, la contribución mecánica del perfil es determinante.
Normas técnicas de referencia
La medición y control del perfil de anclaje no es una práctica subjetiva ni empírica. Se encuentra regulada por normas internacionales que establecen criterios de medición, procedimientos y aceptación. La ASTM D4417 define tres métodos para determinar la altura del perfil en superficies limpiadas por abrasivo. La ISO 8503 establece comparadores visuales y procedimientos de evaluación. La ISO 8501-1 complementa estos criterios al definir el grado de limpieza requerido, aunque no cuantifica directamente el perfil.
El procedimiento con cinta réplica está descrito en SSPC-PA 17, mientras que el control y verificación del perfil en aplicaciones industriales está respaldado por NACE SP0287. Estas normas no solo establecen cómo medir, sino también cómo garantizar repetibilidad, trazabilidad y validez estadística de los resultados.
La correcta interpretación de estos estándares es esencial en proyectos donde la vida útil esperada supera los 15 o 20 años, especialmente en ambientes marinos o industriales severos.
Cómo se mide el perfil de anclaje en recubrimientos?
Método B: Micrómetro de profundidad
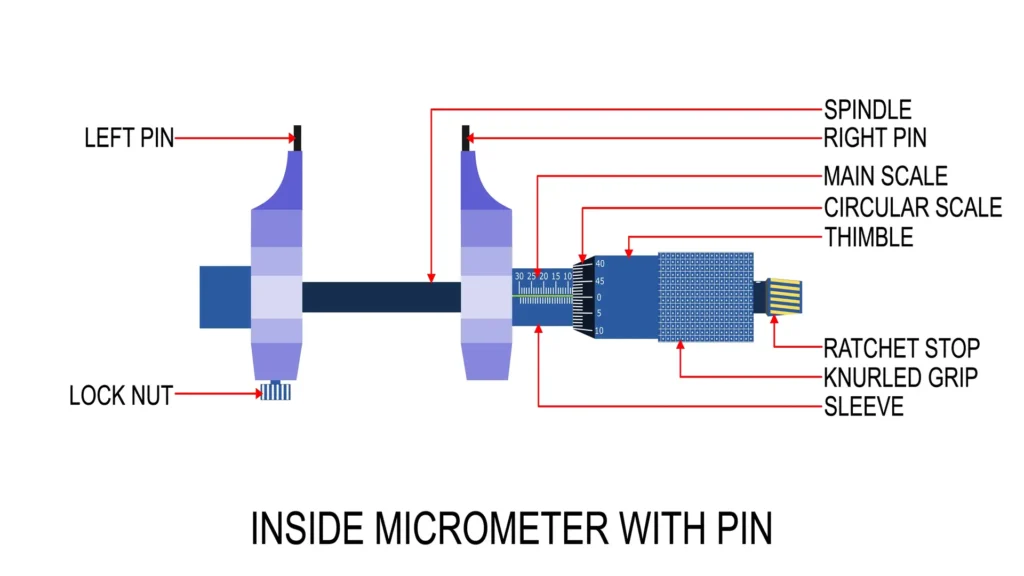
La medición directa mediante micrómetro de profundidad, descrita como Método B en ASTM D4417, consiste en apoyar el instrumento sobre los picos y descender una punta de medición hacia los valles. Este método ofrece lectura inmediata y buena precisión cuando el instrumento está calibrado.adecuadamente.
Método C: Cinta réplica
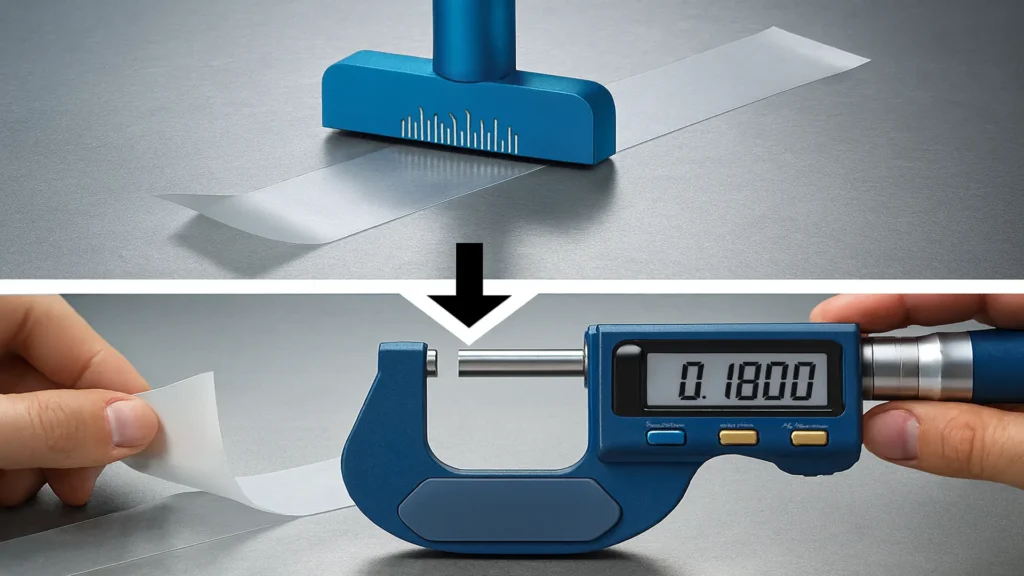
El Método C, basado en cinta réplica, utiliza una espuma calibrada que se presiona contra la superficie preparada. La espuma se deforma reproduciendo la topografía y posteriormente se mide con un micrómetro especial. Este procedimiento es ampliamente utilizado en campo por su practicidad y repetibilidad.
Los comparadores visuales según ISO 8503 no proporcionan valores cuantitativos exactos, pero permiten una evaluación preliminar del rango de perfil alcanzado. Su utilidad radica en el control rápido durante operaciones de granallado extensivo.
Un aspecto crítico es que la medición debe realizarse en múltiples puntos distribuidos en el área inspeccionada. El perfil generado por abrasivo no es perfectamente uniforme; existen variaciones locales asociadas a ángulo de impacto, distancia de boquilla y condiciones del sustrato. Por ello, el valor reportado debe ser un promedio representativo, no una lectura aislada.
Relación entre perfil de anclaje y espesor seco (DFT)
El espesor seco medido con medidores electromagnéticos o magnéticos se determina desde la parte superior de los picos del perfil hasta la superficie externa del recubrimiento. Esto implica que los valles pueden contener menor espesor efectivo del que indica la lectura.
Si el perfil es profundo, el recubrimiento inicialmente debe llenar esos valles antes de comenzar a construir espesor funcional sobre los picos. En consecuencia, un sistema especificado para 250 µm de DFT puede tener en realidad zonas con menor espesor efectivo en el fondo de la microgeometría.
Este fenómeno adquiere relevancia crítica en ambientes de alta agresividad donde la penetración de humedad y contaminantes puede concentrarse en los valles si el espesor local es insuficiente.
Consecuencias de un perfil excesivo o insuficiente
Cuando el perfil es excesivo
Un perfil excesivo implica una profundidad mayor a la requerida por el sistema especificado. Técnicamente, esto incrementa la demanda volumétrica de recubrimiento para lograr el espesor nominal. El consumo de pintura aumenta porque parte del material se destina a rellenar la microtopografía.
Además, pueden generarse vacíos o atrapamiento de aire en valles muy profundos, creando discontinuidades microscópicas que actúan como puntos de inicio de corrosión localizada. Desde el punto de vista mecánico, un perfil sobredimensionado también puede inducir concentraciones de tensión en la interfaz acero-recubrimiento.
La durabilidad del sistema se ve afectada no por falta de espesor medido, sino por heterogeneidad estructural en la película.
Cuando el perfil es insuficiente
Un perfil insuficiente limita el anclaje mecánico. En este escenario, la adherencia depende mayoritariamente de fuerzas intermoleculares y de la compatibilidad química entre sustrato y recubrimiento.
Ante esfuerzos térmicos cíclicos, vibración o impacto, el recubrimiento puede experimentar delaminación progresiva. Las fallas suelen manifestarse como desprendimientos amplios y continuos, ya que no existe enclavamiento físico suficiente que detenga la propagación.
En sistemas sometidos a inmersión o salinidad elevada, un perfil bajo reduce significativamente la resistencia al desprendimiento catódico.
Valores recomendados según tipo de sistema
Los valores de 50 a 75 µm para sistemas epóxicos industriales responden a un equilibrio entre anclaje mecánico adecuado y consumo racional de material. En ambientes clasificados como C5-M o CX, donde la agresividad atmosférica es extrema, el rango puede extenderse entre 75 y 100 µm según especificación del fabricante del sistema.
No obstante, el perfil óptimo depende de la viscosidad del recubrimiento, contenido de sólidos, método de aplicación y espesor total requerido. Sistemas de alto espesor toleran perfiles mayores, mientras que recubrimientos delgados requieren topografías más moderadas.
No existe un perfil universalmente correcto. Existe el perfil técnicamente compatible con el sistema especificado.
Factores que influyen en el perfil generado
El tamaño y la dureza del abrasivo determinan la energía de impacto y la profundidad de deformación. Abrasivos angulares tienden a generar perfiles más pronunciados que abrasivos esféricos. La presión de trabajo y la distancia de boquilla modifican la velocidad de impacto, afectando directamente la profundidad obtenida.
El reciclaje del abrasivo también influye, ya que partículas fracturadas generan perfiles distintos a los de abrasivo nuevo. Incluso la dureza del acero base puede alterar la respuesta al impacto.
Controlar el perfil implica controlar todo el proceso de granallado.
Control del perfil de anclaje en el aseguramiento de calidad
El error común en inspección
En numerosos proyectos industriales, la inspección del sistema de recubrimientos se limita a verificar el grado de limpieza visual del sustrato y posteriormente el espesor de película seca (DFT) del recubrimiento aplicado. Sin embargo, en muchos casos no se realiza un control metrológico sistemático del perfil de anclaje generado durante la preparación superficial.
Esta omisión puede producir sistemas de protección anticorrosiva que aparentemente cumplen con los requisitos especificados, pero que presentan fallas prematuras de adherencia o degradación temprana del recubrimiento durante el servicio.
El perfil de anclaje constituye el vínculo técnico entre la preparación superficial y la adherencia efectiva del sistema de recubrimiento. Ignorar su control implica comprometer la confiabilidad del sistema desde su etapa inicial, ya que la interacción mecánica entre el recubrimiento y la microtopografía del acero depende directamente de este parámetro.
Enfoque técnico estratégico
El control adecuado del perfil de anclaje permite asegurar la compatibilidad entre el sistema de recubrimiento especificado y las características del sustrato preparado, optimizando la interacción entre las capas protectoras y la superficie metálica.
Desde una perspectiva de aseguramiento de calidad y gestión de activos, la correcta especificación, medición y control del perfil de anclaje contribuyen a:
- mejorar la adherencia mecánica del recubrimiento,
- reducir la probabilidad de fallas por desprendimiento o delaminación,
- garantizar la uniformidad del sistema aplicado, y
- prolongar los intervalos de mantenimiento y repintado.
En entornos industriales donde la integridad de los activos depende del desempeño del sistema anticorrosivo, el control del perfil de anclaje se convierte en un parámetro crítico de calidad, al mismo nivel que el espesor del recubrimiento o las condiciones ambientales durante la aplicación.
La durabilidad de un sistema anticorrosivo no comienza con la aplicación de la primera capa de pintura, sino con la microgeometría generada en la superficie del acero durante la preparación superficial.
Conclusiones
El desempeño de un sistema de recubrimientos anticorrosivos no depende únicamente del espesor de película seca o de la formulación química del recubrimiento, sino de la condición microgeométrica del sustrato. El perfil de anclaje constituye la base mecánica de la adherencia, ya que permite el enclavamiento tridimensional del recubrimiento sobre la superficie del acero. Cuando este parámetro es incorrectamente generado o no se controla metrológicamente, se compromete la integridad del sistema desde su etapa inicial de aplicación.
El control del perfil de anclaje debe considerarse una etapa crítica dentro del aseguramiento de calidad en proyectos de protección anticorrosiva. La aplicación de normas técnicas internacionales y el uso de métodos de medición estandarizados permiten garantizar la repetibilidad, trazabilidad y confiabilidad de los resultados, evitando desviaciones que puedan derivar en fallas prematuras del sistema.
Desde la perspectiva de gestión de activos industriales, la correcta especificación y control del perfil de anclaje contribuye directamente a optimizar el desempeño de los recubrimientos, reducir riesgos de delaminación y prolongar los ciclos de mantenimiento. En consecuencia, el control del perfil no debe interpretarse como una verificación adicional del proceso de preparación superficial, sino como un factor determinante en la durabilidad del sistema de protección anticorrosiva.
Referencias
- ASTM International. (2023). ASTM D4417: Standard test methods for field measurement of surface profile of blast cleaned steel. ASTM International.
- International Organization for Standardization. (2017). ISO 8503: Preparation of steel substrates before application of paints and related products — Surface roughness characteristics of blast-cleaned steel substrates. ISO.
- AMPP. (2019). SSPC-PA 17: Procedure for determining conformance to steel profile/anchor pattern requirements. Association for Materials Protection and Performance.
- AMPP. (2018). NACE SP0287: Field measurement of surface profile of abrasive blast cleaned steel surfaces using replica tape. Association for Materials Protection and Performance.
Preguntas Frecuentes (FAQ)
¿Por qué el perfil de anclaje es importante en los recubrimientos anticorrosivos?
Porque permite el anclaje mecánico del recubrimiento al sustrato metálico. Esta interacción mejora la adherencia y aumenta la resistencia del sistema frente a esfuerzos mecánicos, térmicos y ambientales.
¿Qué normas regulan la medición del perfil de anclaje?
Entre las principales normas utilizadas se encuentran ASTM D4417, ISO 8503, SSPC-PA 17 y NACE SP0287, las cuales establecen métodos de medición, criterios de evaluación y procedimientos de control.
¿Qué ocurre si el perfil de anclaje es demasiado profundo?
Un perfil excesivo aumenta el consumo de recubrimiento, puede generar vacíos o atrapamiento de aire en los valles y provocar heterogeneidad en la película protectora, reduciendo la durabilidad del sistema.
¿Qué sucede si el perfil de anclaje es insuficiente?
Cuando el perfil es bajo, el recubrimiento pierde anclaje mecánico y la adherencia depende principalmente de fuerzas físico-químicas, lo que incrementa el riesgo de desprendimiento o delaminación durante el servicio.