
Tabla de Contenidos
- Concepto y alcance del maquinado en campo y el refrentado de bridas
- ¿Por qué impacta la integridad mecánica?
- ¿Cuándo aplicar mecanizado in situ?
- Aplicaciones del maquinado en activos
- Corrección de paralelismo y runout
- Fallas que requieren maquinado en campo
- ASME B16.5 y criterios técnicos de aceptación
- Criterios de aceptación del maquinado en campo según ASME
- ¿Cómo corregir la alineación de bridas in situ?
- Mandrinado en línea en activos críticos
- Tecnología aplicada al mecanizado portátil
- Seguridad operativa en parada de planta
- Industria y formación en maquinado en campo
- Conclusiones
- Referencias
- Preguntas frecuentes (FAQs)
El Maquinado en campo es una práctica crítica para restaurar las condiciones geométricas y de sellado de bridas en sistemas de proceso sin desmontar equipos ni trasladarlos a taller. En muchas instalaciones industriales, la pérdida de planitud o la desalineación de bridas puede provocar fugas, comprometer la integridad del sistema y aumentar los tiempos de parada.
La alineación y el refrentado in situ permiten corregir estas desviaciones bajo criterios como ASME B16.5, garantizando superficies aptas para un sellado confiable. Comprender las tolerancias geométricas y los parámetros de rugosidad es esencial para asegurar la integridad mecánica en activos industriales críticos.
Concepto y alcance del maquinado en campo y el refrentado de bridas
¿Qué es el maquinado en campo?
El maquinado en campo consiste en ejecutar procesos de mecanizado directamente sobre activos instalados, sin desmontarlos ni trasladarlos a taller. Para ello se utilizan equipos portátiles de alta precisión capaces de operar en tuberías, válvulas, recipientes a presión e intercambiadores de calor.
A diferencia del mecanizado convencional, el trabajo se realiza bajo condiciones reales de operación o durante paradas programadas. Esto reduce tiempos de inactividad y evita desmontajes estructurales en sistemas críticos.
En instalaciones reguladas por códigos como ASME B31.3 o ASME Section VIII, el maquinado en campo permite restaurar superficies de sellado manteniendo control dimensional y trazabilidad técnica.
En la práctica industrial, este tipo de intervenciones suele ejecutarse durante ventanas de mantenimiento programado, donde la rapidez y la precisión del mecanizado influyen directamente en la duración de la parada de planta.
¿Qué es el refrentado y rectificado de bridas?
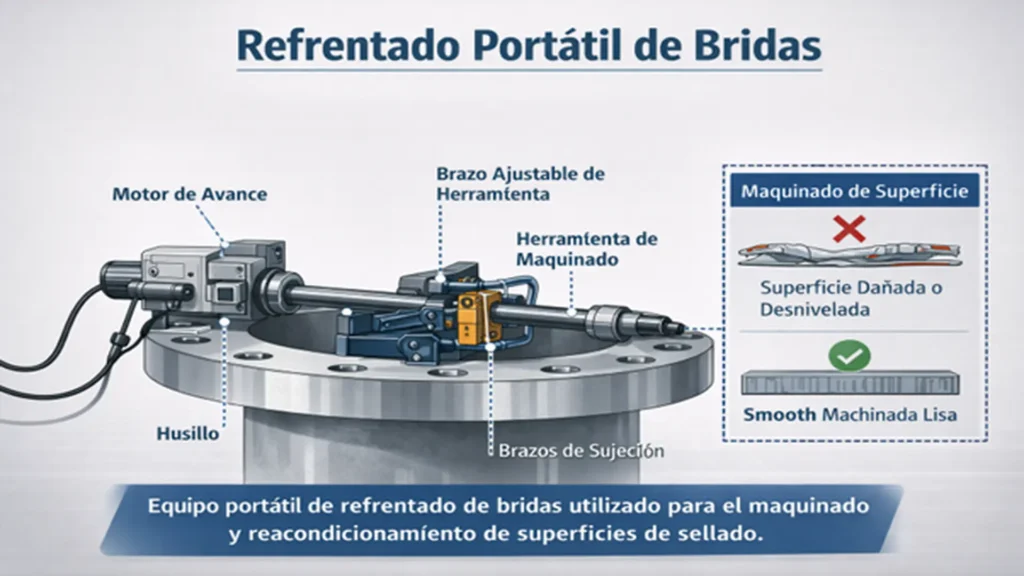
El refrentado de bridas, conocido como flange facing, es el proceso de mecanizar la cara de sellado para recuperar planitud y acabado superficial. Aunque el rectificado de bridas puede emplearse en situaciones específicas, el mecanizado ofrece mayor control sobre el perfil y el patrón fonográfico.
ASME B16.5 establece que las caras tipo RF y FF deben presentar acabado serrado concéntrico o espiral. La rugosidad recomendada se sitúa entre 125 y 250 µin (≈3.2–6.3 µm Ra), dependiendo del tipo de junta.
El maquinado en campo permite restituir estas condiciones cuando existen daños por corrosión, erosión o sobre torque.
¿Por qué impacta la integridad mecánica?
La integridad mecánica depende de la capacidad del sistema para contener presión sin fugas. Una superficie fuera de planitud genera distribución desigual de carga en pernos, afectando el gasket seating stress definido en ASME PCC-1.
Desviaciones de runout axial o radial inducen tensiones adicionales en la unión bridada. En diámetros grandes, incluso pequeñas excentricidades pueden amplificar esfuerzos.
El maquinado en campo corrige estas desviaciones y restablece condiciones geométricas compatibles con el diseño original del equipo.
¿Cuándo aplicar mecanizado in situ?
El mecanizado in situ debe considerarse cuando se detectan:
- Fugas recurrentes en uniones bridadas
- Corrosión localizada en la cara de sellado
- Desalineación angular o axial
- Deformaciones térmicas acumuladas
Durante una parada programada, el maquinado en campo permite intervenir sin reemplazar componentes completos, siempre que el espesor mínimo cumpla con los requisitos del código aplicable.
Aplicaciones del maquinado en activos
El maquinado en campo se aplica en activos donde la precisión geométrica resulta determinante para la contención de presión y la estabilidad estructural.
Después de realizar operaciones de maquinado en campo, como el refrentado de bridas o el mandrinado de alojamientos, es fundamental verificar la calidad de la reparación mediante técnicas de inspección. En este contexto, los ensayos no destructivos en la inspección industrial permiten evaluar la integridad del componente sin afectar su funcionamiento.
Bridas en tuberías de proceso
En sistemas regulados por ASME B31.1 o B31.3, las bridas estándar siguen dimensiones de ASME B16.5 hasta NPS 24” y ASME B16.47 en diámetros mayores.
La exposición continua a presión, temperatura y vibraciones puede generar una pérdida progresiva de planitud o daños en la cara de sellado.
El maquinado en campo permite recuperar superficies RF, FF o RTJ sin desmontar tramos completos de tubería.
En sistemas de gran diámetro o en líneas críticas de proceso, evitar el desmontaje de tuberías representa una ventaja significativa en términos de seguridad y tiempo de intervención.
Alineación de bridas en válvulas industriales
Las válvulas reguladas por ASME B16.34 y normas API pueden presentar desalineaciones tras mantenimiento o reemplazo de internos.
Mediante maquinado en campo y mandrinado en línea es posible corregir paralelismo y concentricidad, asegurando compatibilidad geométrica con el diseño original.
Bridas de recipientes a presión
En recipientes diseñados bajo ASME Section VIII, las bridas pueden ser integrales o estándar soldadas a boquillas.
El maquinado en campo permite recuperar la superficie de sellado siempre que se mantenga el espesor mínimo requerido y no se altere la configuración de diseño.
Bridas de intercambiadores de calor
Los intercambiadores tipo carcasa y tubos se diseñan bajo ASME Section VIII y criterios TEMA.
Después de ciclos térmicos prolongados o múltiples aperturas para limpieza pueden presentarse distorsiones térmicas y pérdida de paralelismo.
El maquinado en campo corrige estas condiciones directamente en sitio.
Corrección de paralelismo y runout
El paralelismo y el runout axial o radial son parámetros críticos en cualquier unión bridada.
Ensamble de juntas bridadas ASME PCC-1
El ASME PCC-1 (Guidelines for Pressure Boundary Bolted Flange Joint Assembly) es una norma que establece las buenas prácticas para el ensamble correcto de juntas bridadas en equipos a presión y sistemas de tuberías. Su objetivo es garantizar la integridad del sellado y prevenir fugas, mediante procedimientos estandarizados para la preparación de superficies, selección de juntas, lubricación de pernos, aplicación de torque y secuencias de apriete controladas.
Las técnicas de maquinado en campo permiten mecanizar tomando como referencia el eje real del componente, garantizando concentricidad y estabilidad dimensional. En la tabla 1, se presenta el marco regulatorio que contextualiza el maquinado en campo dentro del sistema de códigos ASME y estándares industriales.
Tabla 1. Normativa aplicable según tipo de activo
| Activo | Norma principal de diseño | Normas complementarias |
|---|---|---|
| Tuberías de proceso | ASME B31.3 | ASME B16.5 / B16.47 |
| Tuberías de potencia | ASME B31.1 | ASME B16.5 |
| Recipientes a presión | ASME Section VIII | ASME PCC-2 |
| Intercambiadores S&T | ASME Section VIII | TEMA |
| Ensamble de juntas bridadas | ASME PCC-1 | — |
La correcta identificación del marco normativo aplicable es esencial antes de ejecutar cualquier intervención de mecanizado en sitio.
Fallas que requieren maquinado en campo
Las uniones bridadas están sometidas a presión interna, ciclos térmicos y cargas mecánicas. Cuando estas condiciones generan desviaciones geométricas, el maquinado en campo permite restaurar condiciones compatibles con el diseño.
Las superficies de sellado dañadas, la corrosión o la deformación de los componentes son algunas de las causas de fallas en uniones bridadas de tuberías que pueden requerir operaciones de maquinado en sitio.
Pérdida de planitud: Puede originarse por corrosión, daño mecánico o deformación térmica. Una superficie no plana impide la compresión uniforme del gasket. El maquinado en campo corrige la superficie dentro de tolerancias admisibles.
Desalineación axial y angular: Puede deberse a tensiones inducidas o montaje incorrecto. Esto genera carga desigual en pernos y aumenta el riesgo de fugas.
Rugosidad fuera de especificación: El acabado superficial influye en el comportamiento del gasket. Valores fuera de especificación pueden generar extrusión o falla de la junta.
ASME B16.5 y criterios técnicos de aceptación
La mayoría de las prácticas utilizadas en mantenimiento industrial y reparación de equipos están basadas en estándares internacionales desarrollados por organizaciones como ASME engineering standards for pressure equipment.
Las dimensiones y características de estas conexiones están definidas en estándares como el ASME B16.5 pipe flanges and flanged fittings standard, ampliamente utilizado en sistemas de tuberías industriales.
Tipos de cara: RF, FF y RTJ: Las configuraciones más comunes son:
- RF (Raised Face)
- FF (Flat Face)
- RTJ (Ring Type Joint)
Tolerancias geométricas: La práctica industrial controla:
- Planitud
- Runout axial
- Runout radial
- Paralelismo
El maquinado en campo debe garantizar que las superficies restauradas cumplan estos parámetros.
Acabado superficial requerido: El acabado superficial influye directamente en la capacidad de sellado. Para caras RF y FF, ASME B16.5 recomienda un patrón serrado concéntrico o espiral con rugosidad entre 125 y 250 µin (≈3.2–6.3 µm Ra).
Valores fuera de este rango pueden afectar el gasket seating stress y provocar extrusión o falla prematura de la junta. En la Tabla 2, se presenta la rugosidad recomendada para cada tipo de cara conforme a ASME B16.5. La selección del acabado depende del tipo de cara y del servicio operativo.
Tabla 2. Rugosidad recomendada según tipo de cara conforme a ASME B16.5
| Tipo de cara | Acabado requerido | Rugosidad recomendada | Aplicación típica |
|---|---|---|---|
| RF (Raised Face) | Serrado concéntrico o espiral | 125–250 µin (≈3.2–6.3 µm Ra) | Procesos industriales generales |
| FF (Flat Face) | Serrado concéntrico | 125–250 µin (≈3.2–6.3 µm Ra) | Baja presión, sistemas auxiliares |
| RTJ (Ring Type Joint) | Ranura mecanizada de alta precisión | Tolerancias estrictas en ranura | Alta presión y temperatura |
Criterios de aceptación del maquinado en campo según ASME
Control de planitud y paralelismo: La planitud de la cara de sellado debe permitir distribución uniforme de carga en pernos.
Rugosidad (Ra/Rz) para sellado: La rugosidad superficial se mide mediante rugosímetros calibrados y debe mantenerse dentro del rango recomendado.
Verificación dimensional en sitio: La verificación en sitio asegura que la superficie mecanizada cumple con concentricidad, planitud y control de runout.
Parámetros evaluados:
- Runout axial
- Runout radial
- Concentricidad
- Uniformidad del patrón superficial
En la tabla 3, se presenta los parámetros geométricos a verificar en el maquinado en campo.
Tabla 3. Parámetros geométricos para verificar tras maquinado en campo
| Parámetro | Método de medición | Riesgo si está fuera de tolerancia |
|---|---|---|
| Planitud | Regla rectificada / comparador | Distribución desigual de carga en junta |
| Runout axial | Reloj comparador | Desalineación angular |
| Runout radial | Comparador / sistema láser | Excentricidad |
| Rugosidad (Ra) | Rugosímetro calibrado | Extrusión de junta |
| Concentricidad | Medición en giro completo | Carga desigual en pernos |
El maquinado en campo debe documentarse mediante reportes dimensionales. En sistemas de gran diámetro o en líneas críticas de proceso, evitar el desmontaje de tuberías representa una ventaja significativa en términos de seguridad y tiempo de intervención.
¿Cómo corregir la alineación de bridas in situ?
La corrección de alineación de bridas in situ exige diagnóstico preciso antes de cualquier intervención. No toda desalineación debe resolverse exclusivamente con mecanizado; en algunos casos es necesario ajustar soportes, anclajes o esfuerzos estructurales.
Evaluación y medición inicial: El primer paso consiste en cuantificar la desviación.
Para lo cual se emplean:
- Relojes comparadores
- Sistemas láser de alineación
- Medición de runout axial y radial
- Verificación de paralelismo
La evaluación debe determinar si la desalineación es angular, axial o resultado de tensiones inducidas por montaje incorrecto. Antes de aplicar maquinado en campo, se debe confirmar que el espesor remanente y las condiciones estructurales permiten la intervención sin comprometer el diseño original.
Mecanizado portátil y flange facing: El flange facing portátil permite mecanizar la superficie utilizando como referencia el eje real del componente. El equipo se fija a la brida mediante anclajes internos o externos y gira alrededor del eje central.
El maquinado en campo mediante esta técnica:
- Restablece planitud
- Corrige desviaciones superficiales
- Recupera el patrón fonográfico
- Mantiene concentricidad
La precisión alcanzable depende de la rigidez del montaje y del control de vibraciones durante la operación.
Mandrinado en línea en activos críticos
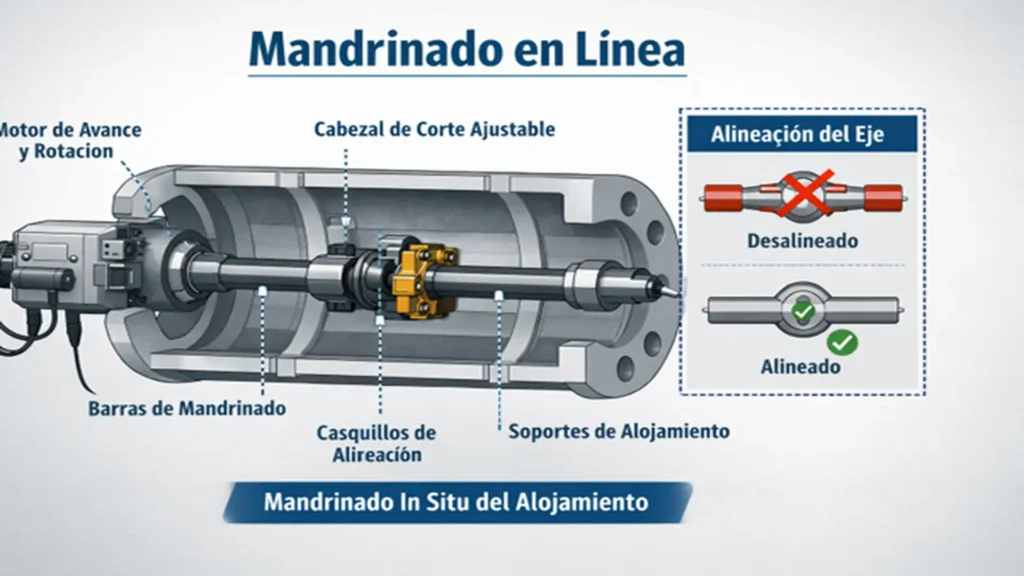
Cuando la desalineación involucra alojamientos internos, como en válvulas o carcasas de bombas, se requiere mandrinado en línea.
Este procedimiento permite mecanizar superficies internas tomando como referencia el eje común del sistema. Se utiliza especialmente en:
- Válvulas de gran diámetro
- Cuerpos de bombas
- Conexiones en recipientes
El maquinado en campo mediante mandrinado corrige excentricidades que podrían generar tensiones adicionales en operación.
Tecnología aplicada al mecanizado portátil
La evolución de equipos CNC portátiles ha ampliado las capacidades del maquinado en campo en diámetros grandes y espacios confinados.
Las reparaciones realizadas mediante maquinado en campo forman parte de las estrategias de mantenimiento utilizadas en las tecnologías modernas para la integridad de tuberías dentro de instalaciones industriales.
Estos sistemas incorporan:
- Accionamientos eléctricos o hidráulicos
- Control micrométrico de profundidad
- Herramientas de corte intercambiables
- Ajustes de concentricidad en sitio
La precisión depende de la correcta fijación y control de vibraciones durante la operación.
Seguridad operativa en parada de planta
Las intervenciones de maquinado en campo requieren planificación bajo protocolos de seguridad industrial.
Aspectos clave:
- Bloqueo de energías
- Control de atmósferas
- Gestión de riesgos industriales
Una adecuada evaluación de riesgos reduce tiempos de parada y evita incidentes operacionales.
Industria y formación en maquinado en campo
El maquinado en campo es una disciplina especializada dentro del mantenimiento industrial, que exige precisión geométrica, control metrológico y cumplimiento normativo en activos críticos.
Referente industrial internacional
Empresas internacionales como TEAM Industrial Services han desarrollado capacidades técnicas para ejecutar refrentado, alineación y mandrinado en activos críticos bajo criterios normativos, integrando tecnologías portátiles de alta precisión y verificación dimensional en sitio.
Formación técnica y competencias requeridas
La formación del personal es determinante para garantizar resultados confiables. Las competencias requeridas incluyen:
- Interpretación de ASME B16.5 y Section VIII
- Conocimiento de códigos ASME B31
- Metrología dimensional
- Control de rugosidad superficial
- Gestión de seguridad industrial
Además de la experiencia práctica, la base académica en mecanizado de precisión fortalece la comprensión de tolerancias geométricas y control dimensional. Instituciones técnicas como Ranken Technical College Precision Machining Technology incorporan formación en operación de máquinas herramienta, procesos de corte CNC y verificación metrológica, competencias relacionadas con la restauración de superficies de sellado en equipos industriales.
Programas académicos en ingeniería mecánica y tecnología en mantenimiento industrial complementan esta preparación, proporcionando fundamentos en análisis estructural, manufactura avanzada y control geométrico aplicable a activos críticos.
Conclusiones
El control geométrico de las uniones bridadas es determinante para la integridad mecánica de activos industriales. Desviaciones de planitud, runout o rugosidad pueden comprometer el sellado incluso cuando el diseño cumple norma.
El maquinado en campo permite restaurar superficies bajo criterios compatibles con ASME B16.5 y códigos asociados, reduciendo tiempos de parada y evitando reemplazos innecesarios.
En este contexto, Inspenet promueve la difusión de conocimiento técnico independiente orientado a la integridad mecánica y el mantenimiento de clase mundial en el sector energético e industrial.
Referencias
- American Petroleum Institute. (2016). Damage mechanisms affecting fixed equipment in the refining industry (API RP 571). API Publishing.
- American Society of Mechanical Engineers. (2022). ASME B16.5: Pipe flanges and flanged fittings. ASME.
- American Society of Mechanical Engineers. (2020). ASME B31.3: Process piping. ASME.
- American Society of Mechanical Engineers. (2021). ASME Boiler and Pressure Vessel Code, Section VIII – Rules for construction of pressure vessels. ASME.
- American Society of Mechanical Engineers. (2019). ASME PCC-1: Guidelines for pressure boundary bolted flange joint assembly. ASME.
- American Society of Mechanical Engineers. (2022). ASME PCC-2: Repair of pressure equipment and piping. ASME.
- Bolton, W. (2015). Mechanical science (5th ed.). Routledge.
- Moss, D. R., & Basic, M. (2013). Pressure vessel design manual (4th ed.). Gulf Professional Publishing.
- Peters, R. W., & Timmerhaus, K. D. (2019). Plant design and economics for chemical engineers (6th ed.). McGraw-Hill.
- Tubular Exchanger Manufacturers Association. (2019). Standards of the Tubular Exchanger Manufacturers Association (TEMA). TEMA.
Preguntas frecuentes (FAQs)
¿Qué tolerancia de planitud exige ASME B16.5?
La norma define dimensiones y características de cara, pero no fija un valor único de planitud máxima.
¿Qué rugosidad Ra se requiere para bridas RF?
Entre 125 y 250 µin (≈3.2–6.3 µm Ra).
¿Cuándo es necesario el mandrinado en línea?
Cuando existe desalineación interna o excentricidad en alojamientos.
¿Se puede maquinar cualquier brida en sitio?
No siempre. Debe verificarse espesor remanente y cumplimiento del código aplicable.