
Tabla de Contenidos
Las bridas desempeñan un papel crítico en garantizar la integridad y operatividad de las tuberías en la industria. Sin embargo, estos componentes son susceptibles a la degradación debido a daños por corrosión, fatiga y desgaste mecánico. Para mantener la seguridad y confiabilidad, son imprescindibles inspecciones regulares. Hoy en día, entre las técnicas más avanzadas, la Prueba de Ultrasonido por Arreglo de Fase (PAUT) representa una importante herramienta en la detección de defectos en bridas, asegurando la operación continua de las tuberías.
En este artículo, se diserta sobre la importancia de PAUT en la inspección de bridas, centrándose particularmente en las inspecciones del orificio interno de la brida, el borde de la esquina y la cara levantada del sello.
Tipos de corrosión en uniones bridadas
La corrosión en las uniones bridadas es un problema generalizado en diversas industrias, que plantea riesgos significativos para la integridad de la infraestructura, la seguridad y la eficiencia operativa. Las uniones bridadas son componentes fundamentales en sistemas de tuberías, conectando tuberías, válvulas y otros equipos. Sin embargo, la exposición a ambientes corrosivos puede provocar diversos tipos de corrosión, comprometiendo la integridad estructural de estas uniones.
Varios tipos de corrosión afectan comúnmente a las uniones bridadas:
- Corrosión uniforme: Este tipo de corrosión ocurre de manera uniforme en la superficie de la brida, provocando la pérdida de material con el tiempo. Aunque puede parecer menos perjudicial inicialmente, la exposición prolongada puede debilitar la unión y provocar fugas o fallos.
- Corrosión por picadura: Es un tipo de corrosión localizada en metales y aleaciones. Se forman pequeños agujeros en la superficie metálica de las bridas, debilitando su integridad. Este proceso se debe a la presencia de oxígeno, humedad y contaminantes en el ambiente.
- Corrosión por hendidura: Las uniones bridadas a menudo contienen espacios o hendiduras donde pueden acumularse agentes corrosivos, lo que lleva a la corrosión por hendidura. Este tipo de corrosión ocurre en espacios confinados, lo que dificulta la detección y mitigación.
- Corrosión galvánica: Ocurre cuando metales diferentes están en contacto eléctrico formando una cupla galvánica en el conjunto de la brida. Este proceso electroquímico acelera la corrosión en la interfaz entre los metales, lo que lleva a una degradación acelerada de la unión.
¿Qué es el ensayo de Ultrasonido por Arreglo de Fases (PAUT)?
PAUT es un método de prueba no destructiva que utiliza una matriz de múltiples elementos ultrasónicos que al ser activados en una secuencia programada o en fase generan haces que pueden dirigirse, enfocarse y barrerse a través de una gama de ángulos; lo cual, permite la inspección precisa de geometrías complejas y proporciona información detallada sobre la estructura interna de los materiales con una alta eficiencia en la producción del servicio de inspección. Esta técnica es ideal para evaluar la integridad de las tuberías en servicio, incluyendo la detección de defectos en bridas.
Desafíos de la detección de defectos en bridas
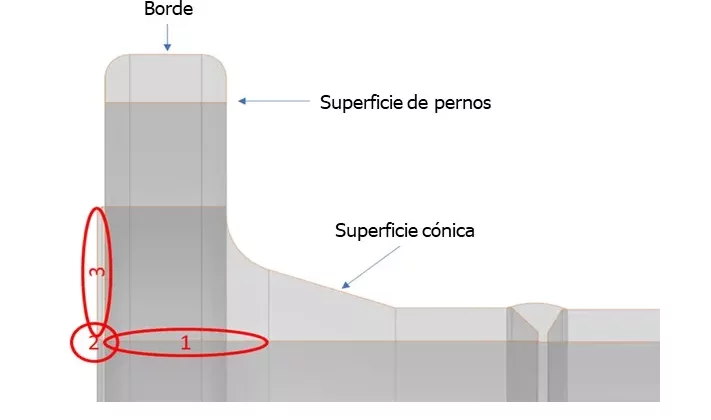
Durante la inspección de las bridas se presentan retos debido a su geometría intrincada y su función en las operaciones de las tuberías. Los métodos de inspección tradicionales a menudo proporcionan una cobertura integral y una detección precisa de defectos, en las superficies problemáticas de las bridas como el orificio interior de la brida (1), el borde de la esquina (2) y la cara de sellado elevada (3) contigua a la esquina, donde los defectos pueden manifestarse de forma diferente. En la figura 1, se muestran cada una de las partes antes mencionadas1.
Superficies de barrido con PAUT para la Inspección de bridas
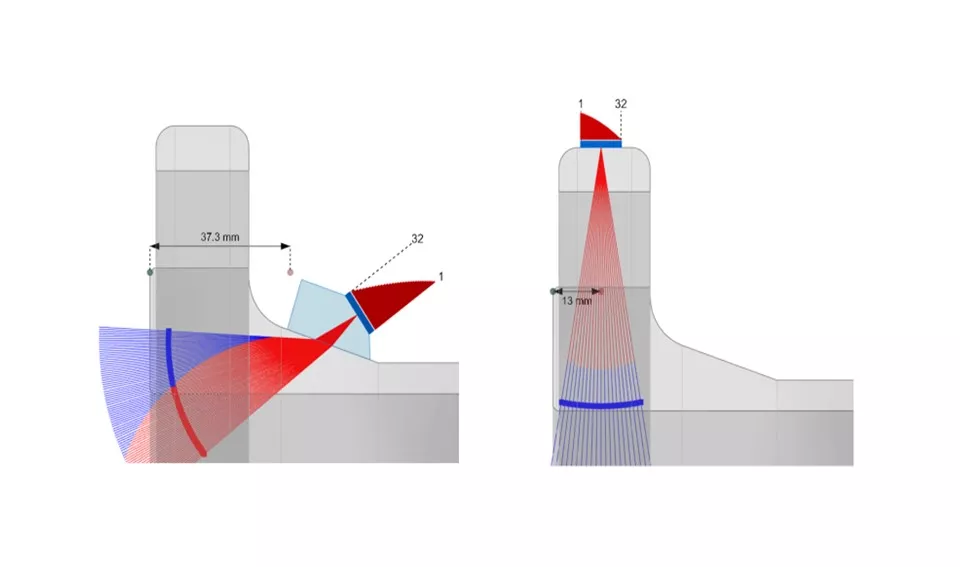
- Inspección desde superficie cónica: Desde la superficie cónica de la brida se puede inspeccionar una sección de cara levantada de sello, el borde de la esquina y el orificio de la brida contigua a la esquina para la detección de defectos en bridas (Figura 2)1.
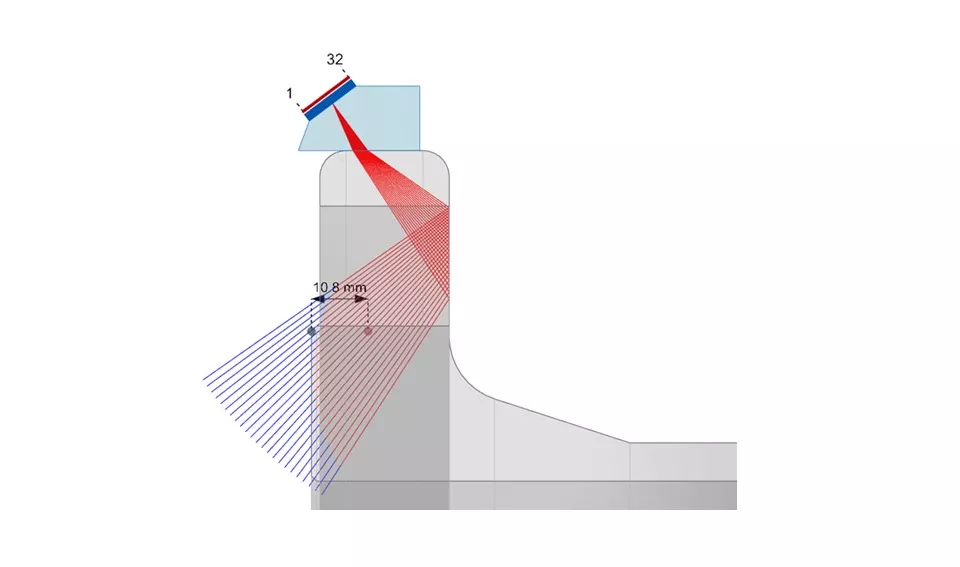
- Inspección desde la superficie de Borde (entre los agujeros de pernos): Desde la superficie de borde es posible la detección de defectos en bridas y con gran precisión, tales como las socavaciones en la cara de sello de la brida, desgaste en el borde de la esquina y corrosión en la superficie interior de la brida cercana a la esquina. La limitación es que este escaneo es realizado entre los agujeros de los pernos, por lo que no es posible inspeccionar las caras críticas en su totalidad.
- Inspección desde la superficie de pernos (entre las tuercas): Desde la superficie de los pernos es posible detectar con gran precisión defectos en bridas tales como las socavaciones en la cara de sello de la brida, desgaste en el borde de la esquina y corrosión en la superficie interior de la brida u orificio cercano a la esquina. La limitación es que este escaneo es realizado entre tuercas, por lo que no es posible inspeccionar las caras críticas en su totalidad desde esta posición. En la figura 4 se muestra el posicionamiento del transductor desde la superficie de pernos para la inspección de la superficie de sello.

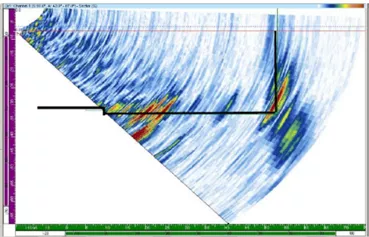
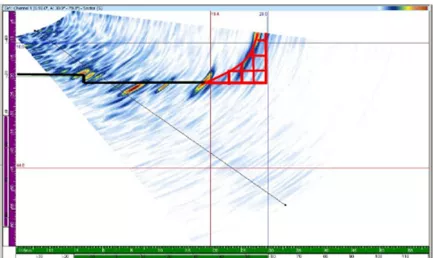
En las siguientes figuras se muestran defectos de picaduras en la cara de sello (figura 5) y picaduras en la cara de sello con pérdida de material en el borde de la esquina interior (figura 6), ambas con el transductor posicionado en la superficie de pernos.
Ventajas de PAUT en la inspección de bridas
- Alta resolución: PAUT ofrece una resolución superior en comparación con los métodos de prueba ultrasónica convencionales, lo que permite la detección de defectos en bridas más pequeños con mayor precisión.
- Inspección eficiente: La capacidad de dirección dinámica del haz de PAUT permite el escaneo rápido de geometrías complejas, reduciendo el tiempo de inspección y minimizando el tiempo de inactividad de las operaciones de la tubería.
- Imágenes detalladas: PAUT proporciona imágenes detalladas de estructuras internas, facilitando la caracterización precisa en la detección de defectos y la toma de decisiones informadas para actividades de mantenimiento y reparación.
- Seguridad: Al hacer posible la detección de defectos en bridas en una etapa temprana, PAUT ayuda a prevenir fallas catastróficas, garantizando la seguridad del personal y el medio ambiente.
A continuación se presenta un video sobre la detección y evaluación de la corrosión de la cara de la brida (FFC).Cortesía de: Sonotron NDT2.
Conclusión
La inspección de bridas es fundamental para garantizar la integridad y confiabilidad de las tuberías en servicio. La Prueba de Ultrasonido con Haz en Fase representa una alternativa de solución en la detección de defectos en bridas con precisión y eficiencia. PAUT proporciona una cobertura integral e información detallada con las inspecciones realizadas desde las superficies cónica, de borde y de los pernos, permitiendo un mantenimiento proactivo y mitigando el riesgo de tiempo de inactividad no planificado o incidentes de seguridad.
Adoptar PAUT como técnica de inspección de bridas es fundamental para conservar la vida útil de las tuberías y mantener la excelencia operativa en la industria.
Referencias bibliográficas
- FRÉDÉRIC REVERDY. How to Visualize Inspection Data on In-Service Flanges for More Informed Decisions; Consultado en fecha 20 de febrero de 2024. https://blog.eddyfi.com/en/revolutionizing-flange-inspection-the-power-of-phased-array-ultrasonic-testing-for-detecting-crevice-corrosion
- Sonotron NDT: «ISONIC UT, Instrumentación y soluciones de alto rendimiento para Pruebas Ultrasónicas No Destructivas»; https://www.youtube.com/watch?v=q9kR8_pqEi4; consultado el 28 febrero 2024.
- GOPAL SANKAR, R. Evaluation of flange face corrosion using phased array ultrasonic testing (PAUT) in process industry; Consultado el 28 febrero 2024. https://www.journalcra.com/sites/default/files/issue-pdf/Download%203026.pdf