
En los procesos de unión mediante soldadura, la integridad interna de la unión es tan crítica como su apariencia externa. Los defectos internos de soldaduras pueden pasar desapercibidos a simple vista, comprometiendo la resistencia mecánica, la durabilidad y la seguridad del componente. La correcta identificación y evaluación de estos defectos mediante técnicas de inspección de soldadura resulta fundamental para garantizar una calidad confiable y segura. Este artículo analiza los defectos internos de soldaduras más comunes, sus causas y consecuencias, respondiendo a interrogantes en el ámbito industrial.
¿Qué son los defectos internos de soldaduras?
Son irregularidades o discontinuidades que se generan dentro del cordón de soldadura o en la zona adyacente al metal base durante el proceso de fusión. A diferencia de los defectos superficiales, estos no son visibles sin técnicas especiales de inspección de soldadura, como el ultrasonido, la radiografía o métodos avanzados como el ultrasonido automatizado (AUT).
Estos defectos comprometen la resistencia estructural, la hermeticidad y el desempeño del componente soldado, especialmente en condiciones de presión, temperatura o vibración, siendo críticos en industrias como la petroquímica, energética, metalmecánica y naval.
Tipos comunes de defectos internos en soldadura
La calidad de una soldadura no solo se evalúa por su apariencia superficial, sino también por la integridad de su estructura interna. Los defectos internos de soldaduras pueden surgir por técnicas de soldadura inadecuadas, parámetros mal ajustados o materiales contaminados.
A continuación, los principales tipos de defectos internos de soldaduras que pueden comprometer su calidad:
Falta de fusión
Ocurre cuando no se logra una adecuada unión entre el metal base y el metal de aporte, o entre pasadas sucesivas. Esto genera zonas débiles con alto riesgo de propagación de grietas en soldadura.
Causas comunes:
- Parámetros de soldadura inadecuados (baja energía).
- Técnica deficiente del operador.
- Velocidad de avance excesiva.
- Baja intensidad de corriente.
- Contaminación superficial.
- Diámetro inadecuado de electrodo, principalmente en el pase de raíz.
- Ángulo incorrecto del electrodo.
Consecuencias:
- Reducción significativa de la resistencia mecánica.
- Posible iniciación de fisuras bajo carga.
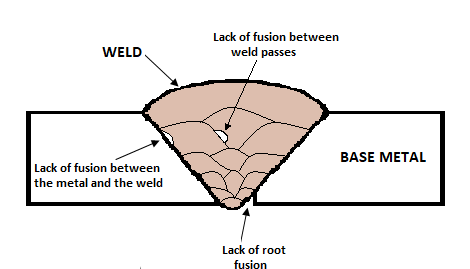
Falta de penetración
es una condición donde el cordón de soldadura no alcanza la raíz de la junta, generando una discontinuidad interna, generan una zona de debilidad que compromete la integridad estructural.
Causas comunes:
- Bajo voltaje o velocidad de avance excesiva.
- Preparación inadecuada del bisel.
- Mala alineación de las piezas.
Consecuencias:
- Fallas por fatiga o esfuerzos cíclicos.
- Compromiso en la estanqueidad del componente.
Porosidad interna
La porosidad son cavidades generadas por gases atrapados durante la solidificación del metal fundido.
Causas comunes:
- Contaminación por humedad, óxidos o aceites.
- Mal uso del gas protector.
- Aire de la atmósfera no confinado
- Técnica de soldadura que genera excesivo humo o gas
Consecuencias:
- Debilitamiento del cordón.
- Reducción de la resistencia a la tracción.
Inclusiones de escoria
Se producen cuando quedan atrapados restos de escoria entre pasadas o en la raíz de la soldadura.
Causas comunes:
- Limpieza inadecuada entre pasadas.
- Uso incorrecto del electrodo.
Consecuencias:
- Puntos de inicio de fisuras.
- Dificultad en inspecciones futuras.
Grietas internas o fisuras
Las grietas en soldadura son separaciones del material generadas por tensiones residuales, cambios térmicos bruscos, contracción durante el enfriamiento o composiciones inadecuadas.
Causas comunes:
- Enfriamiento rápido.
- Altos niveles de hidrógeno difusible.
- Tensiones internas no liberadas.
Consecuencias:
- Falla inmediata o progresiva del componente.
- Reparación imposible sin remover el defecto.
Socavado interno en raíz (root undercut)
Es una depresión longitudinal en la zona de la raíz, generando un punto de concentración de esfuerzos.
Causas comunes:
- Corriente excesiva.
- Ángulo incorrecto de electrodo.
Consecuencias:
- Pérdida de sección efectiva.
- Inicio de fisuras por fatiga.
Tabla comparativa de defectos internos
| Defecto interno | Causa principal | Consecuencia técnica principal |
| Falta de fusión | Baja energía de soldadura | Reducción de resistencia y fisuración |
| Falta de penetración | Parámetros incorrectos o mal biselado | Fallas por fatiga y pérdida de hermeticidad |
| Porosidad | Contaminantes en el metal o gas | Debilitamiento del cordón |
| Inclusiones de escoria | Limpieza deficiente entre pasadas | Propagación de grietas |
| Grietas internas | Enfriamiento brusco o tensiones internas | Falla catastrófica |
| Socavado en raíz | Mala técnica de electrodo | Concentración de esfuerzos |
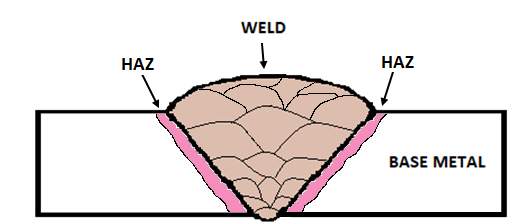
Zona Afectada por el Calor (ZAC) y su impacto
La zona afectada por el calor (HAZ) es la región adyacente a la soldadura que ha experimentado cambios microestructurales debido a la exposición al calor durante el proceso de soldadura. Esta zona puede desarrollar estructuras frágiles, propensa a grietas en soldadura y afectar el desempeño en servicio, afectando negativamente las propiedades mecánicas del material, como su dureza y ductilidad.
El ancho del HAZ depende de varios factores, como la difusión térmica de cada material, la cantidad de calor aportada, el tiempo de exposición al calor, velocidad de enfriamiento, la técnica de soldadura (TIG, MIG o SMAW) y el espesor del material.
Problemas comunes en la zona afectada por el calor:
- Fragilización por transformación de fases.
- Reducción de tenacidad.
- Microfisuras internas invisibles.
Para minimizar los efectos negativos de la zona afectada por el calor (HAZ), se debe controlar la temperatura durante la soldadura, utilizar materiales que sean compatibles con el proceso, y aplicar técnicas que reduzcan la cantidad de calor aportado. Además, el uso de tratamientos térmicos post-soldadura (PWHT), cundo sea necesaria, ayudan a normalizar las propiedades originales del material en la HAZ, principalmente en los aceros de alto contenido de carbono y carbono de baja aleación.
Control de calidad de las soldaduras
Para garantizar la calidad y seguridad de las soldaduras y dado que estos defectos internos no son visibles a simple vista, se requiere de métodos avanzados de inspección de soldadura con ensayos no destructivos (END). Estos métodos son la forma más adecuada para la detección de defectos internos de soldaduras sin comprometer la integridad de la pieza Los más utilizados incluyen:
- Ultrasonido convencional y automatizado (AUT): Permite detección precisa en profundidad.
- Radiografía industrial: Excelente para visualizar porosidad, inclusiones y falta de penetración.
- TOFD (Time of Flight Diffraction): Alta sensibilidad a grietas internas.
Estas técnicas ayudan a identificar falta de fusión, falta de penetración, grietas en soldadura y porosidad interna de manera precisa.
Técnicas para prevenir defectos internos en soldadura
La prevención requiere aplicar técnicas de soldadura correctas, incluyendo:
- Selección adecuada de parámetros (voltaje, amperaje, velocidad).
- Preparación y limpieza meticulosa de las superficies.
- Control de la temperatura de precalentamiento y enfriamiento.
- Uso de consumibles certificados y en buen estado.
- Cumplir estricto de los parámetros establecidos en el procedimiento de soldadura (WPS).
- Aplicación de inspección de soldadura durante y después del proceso.
Conclusión
La identificación y control de los defectos internos de soldaduras es esencial para prolongar la vida útil de las estructuras. Aplicar técnicas adecuadas, realizar inspección de soldadura y corregir causas raíz permite prevenir falta de fusión, falta de penetración, porosidad o grietas en soldadura, reduciendo riesgos y asegurando uniones duraderas.
Referencias
- https://compraco.com.br/es/blogs/industria/compreendendo-a-fusao-de-solda-e-as-zonas-afetadas-pelo-calor?srsltid=AfmBOorDgNIkmhKSjr5FJpr25tBLOjEUNuuZXWWiEuHcRuQ048uYZyA3
- http://scielo.sld.cu/scielo.php?script=sci_arttext&pid=S2223-48612019000300011
Preguntas frecuentes (FAQs)
¿Qué son los defectos internos de soldadura?
Son discontinuidades que se presentan dentro del material soldado y que afectan la unión sin ser visibles a simple vista. Pueden comprometer la resistencia mecánica y funcionalidad del componente.
¿Cuál es el defecto de soldadura interno más peligroso?
El defecto interno más peligroso en una soldadura es la grieta o fisura interna, debido a su alto potencial de propagación bajo condiciones de carga o variaciones térmicas. A diferencia de otros defectos internos, como la porosidad o la falta de fusión, una grieta actúa como un punto de concentración de esfuerzos que puede provocar una falla súbita y catastrófica en el componente. Estas grietas pueden originarse por tensiones residuales, enfriamiento rápido, presencia de hidrógeno difusible o incompatibilidades metalúrgicas. Para su detección precisa se requieren técnicas avanzadas de inspección NDT, como el ultrasonido por arreglo de fases (PAUT) o la radiografía digital.
¿Cómo se detectan los defectos internos?
Mediante técnicas NDT como ultrasonido, radiografía industrial, TOFD y métodos automatizados (AUT).
¿Cómo afectan estos defectos a la calidad de soldadura?
Reducen la resistencia estructural, pueden generar fisuras, fallas prematuras o pérdida de estanqueidad. También dificultan la inspección futura.
¿Qué normas regulan la inspección de defectos internos?
API 1104, ASME Sección V y IX, AWS D1.1, ISO 17635 entre otras.